
Виды сварочных аппаратов
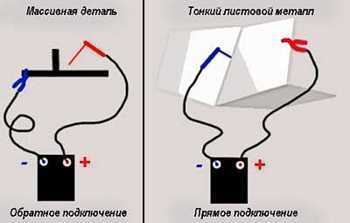
Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения 220 или 380 вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный.
Трансформаторы

Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка. Выдает он только переменный ток, при этом полярность агрегата в процессе сварки постоянно меняется, что очень неудобно. Это выражается тем, что сварочная электрическая дуга все время скачет. Поэтому ее тяжело контролировать, во время сварки получается огромное количество искр. Отсюда и низкое качество сварочного шва, поэтому такими сварочными аппаратами могли работать только профессионалы с большим опытом.
Использовали их для сварки только черных металлов. Конструкция трансформатора проста – это два трансформатора понижающего типа с возможностью настройки выходного тока. Правда, диапазон настроек мал, регулировка не самая тонкая. Зато ломался этот агрегат редко, да и его ремонт не сложен.
Большой минус сварочных трансформаторов – большой их вес. Даже самый маломощный прибор весит не меньше 50 кг. А что говорить о промышленных образцах, которые весили не меньше 100 кг. Еще один отрицательный момент – это проседание напряжения в питающей электрической сети, особенно когда производится розжиг электрода. Всем известно, что скачки напряжения негативно сказываются на современных бытовых приборах, напичканных электроникой. Поэтому сегодня сварочные трансформаторы – редкость в частных домах и на дачах. И даже если они у кого-то присутствуют, то практически не используются и держатся хозяевами на всякий случай.
Выпрямители
В принципе, это тот же сварочный трансформатор, в конструкцию которого установлен выпрямляющий блок. Выпрямители часто называют сварочными трансформаторами постоянного тока. На выходе у выпрямителей получается постоянный ток, что упрощает процесс сварки. Электрическая сварочная дуга получается стабильной, но опыт проведения работ все же необходим. Как и трансформатор, выпрямитель прост в конструкции, ломаться здесь, в принципе, нечему.
Из недостатков можно подчеркнуть:
- Большой вес;
- Мощность на выпрямляющем блоке теряется;
- Просадка напряжения во время розжига и в процессе работы;
- Напряжение скачет не только у хозяина агрегата, но и у соседей.
- Цена больше, чем у трансформатора.
Инверторы

Как только эти сварочные приборы появились в магазинах, подступиться к ним было невозможно. Слишком высокая была у них цена. Но со временем изменилась элементная база, а соответственно уменьшилась стоимость оборудования, а вместе с ней и вес агрегата. Современный сварочный аппарат для дома инверторного типа выдает силу тока 160-180 ампер, что дает возможность проводить сварку электродами диаметром до 4 мм. При этом вес прибора составляет 3 кг, это минимальный показатель.
К достоинствам этого типа сварочных аппаратов можно еще отнести:
- Стабильная дуга, которую легко контролировать.
- Простота использования: электрод не залипает, шов получается ровным и плотным.
- Аппарат не просаживает напряжение в сети, оно при работе агрегата не скачет.
- Широкий диапазон настройки режимов сварки. Инверторами можно сваривать металлические изделия разной толщины. Главное – правильно выставить на аппарате тот или иной режим.
Если перед вами стоит вопрос, какой сварочный аппарат выбрать, то можно не задумываться и выбирать инвертор. Конечно, с ним высококлассным сварщиком вы станете не сразу, но много мелких сварочных операций вы сделаете на дачном участке своими руками.
Сварочные полуавтоматы

Так как разговор ведется о сварочных аппаратах для дома и дачи, то агрегаты данного типа в эту категорию не входят. Чаще всего их используют в области малого бизнеса, а конкретнее, в мастерских по ремонту автомобилей.
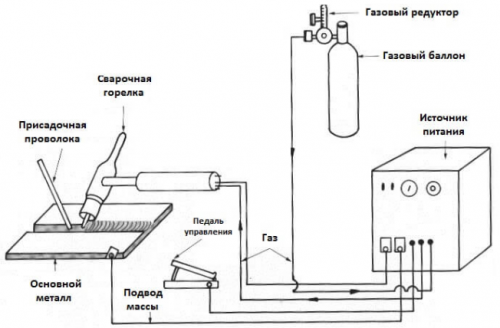
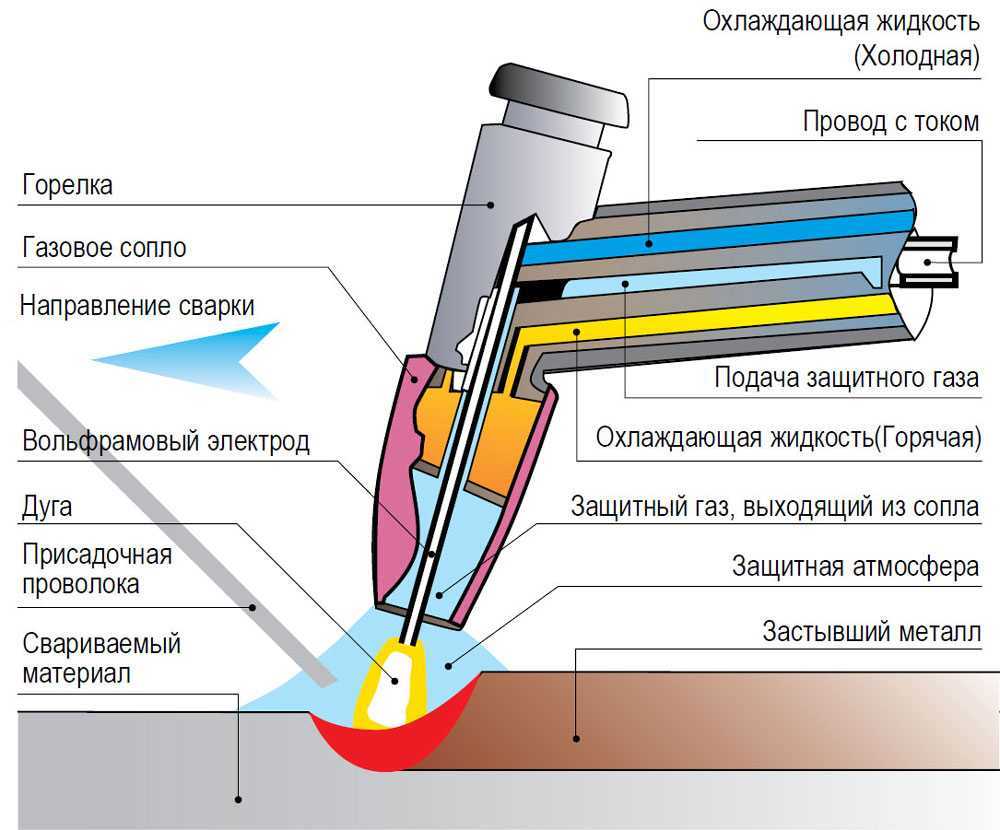
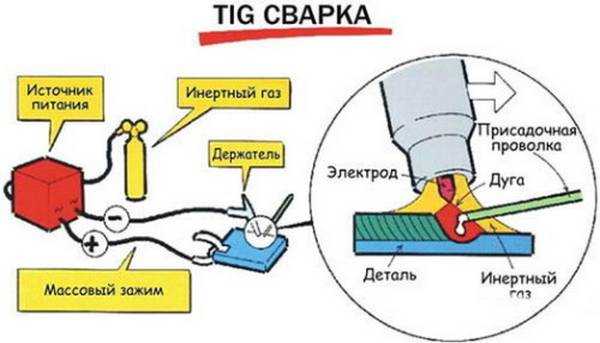
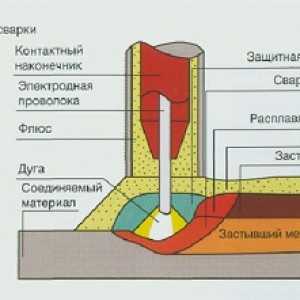
В основе их конструкции лежит один из вышеописанных сварочных приборов, плюс блок, с помощью которого подается в автоматическом режиме сварочная проволока. Технология работы этими агрегатами основана на сварке в зоне защитных газов, что позволяет варить тонкие детали и изделия из цветных металлов.
Это идеальные сварочные агрегаты, с помощью которых можно сваривать тонкие металлические листы толщиною до 0,8 мм. При этом шов получается ровным и красивым, листы не ведет, не коробит. Единственный недостаток – сварочное устройство этого типа не может варить толстые детали. Для этого придется приобретать аппарат с электродуговой сваркой.
Типы сварочных аппаратов рассмотрены, теперь можно перейти к выбору, чтобы определить лучший дачный или домашний сварной прибор.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.


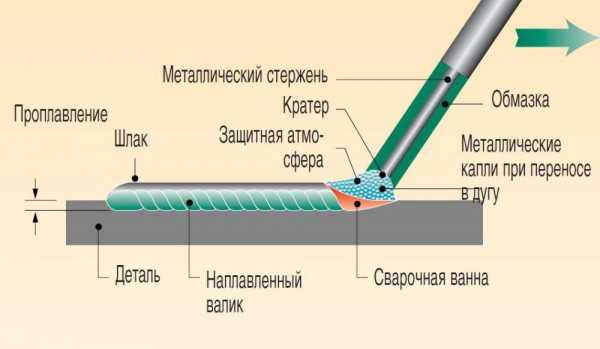
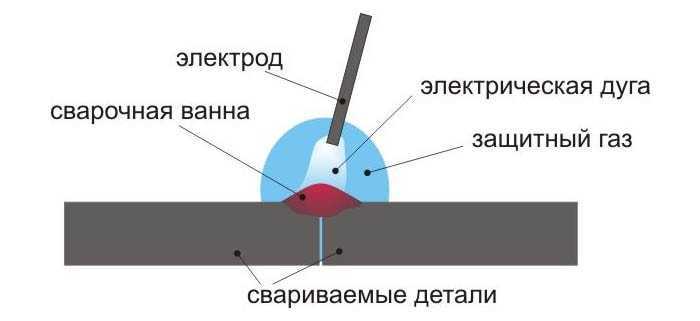
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
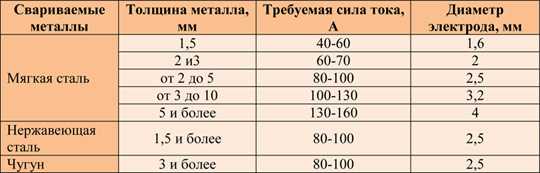
Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
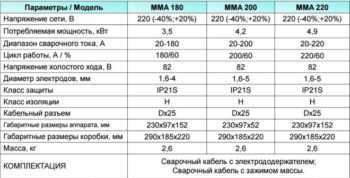
Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.





Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
История профессии
Первыми способами сварки люди овладели еще в 8–10 веках до н. э. Тогда небольшие куски металла (бронза, серебро, золото) ковали и укладывали в определенную форму. Затем нагревали и на места соединений выливали заранее приготовленный расплавленный металл. Процесс называли литейной сваркой.
Железные детали изготовляли нагревом их в горне с последующим проковыванием соединений. Такая сварка называлась горновой или кузнечной. С ее помощью изготавливали различные орудия труда и оружие.
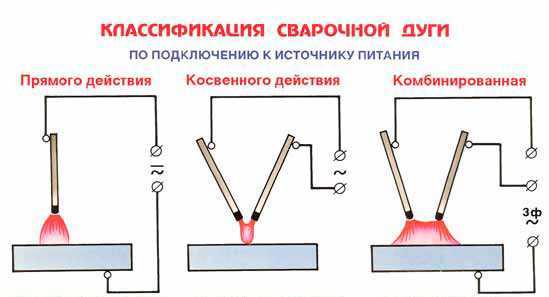
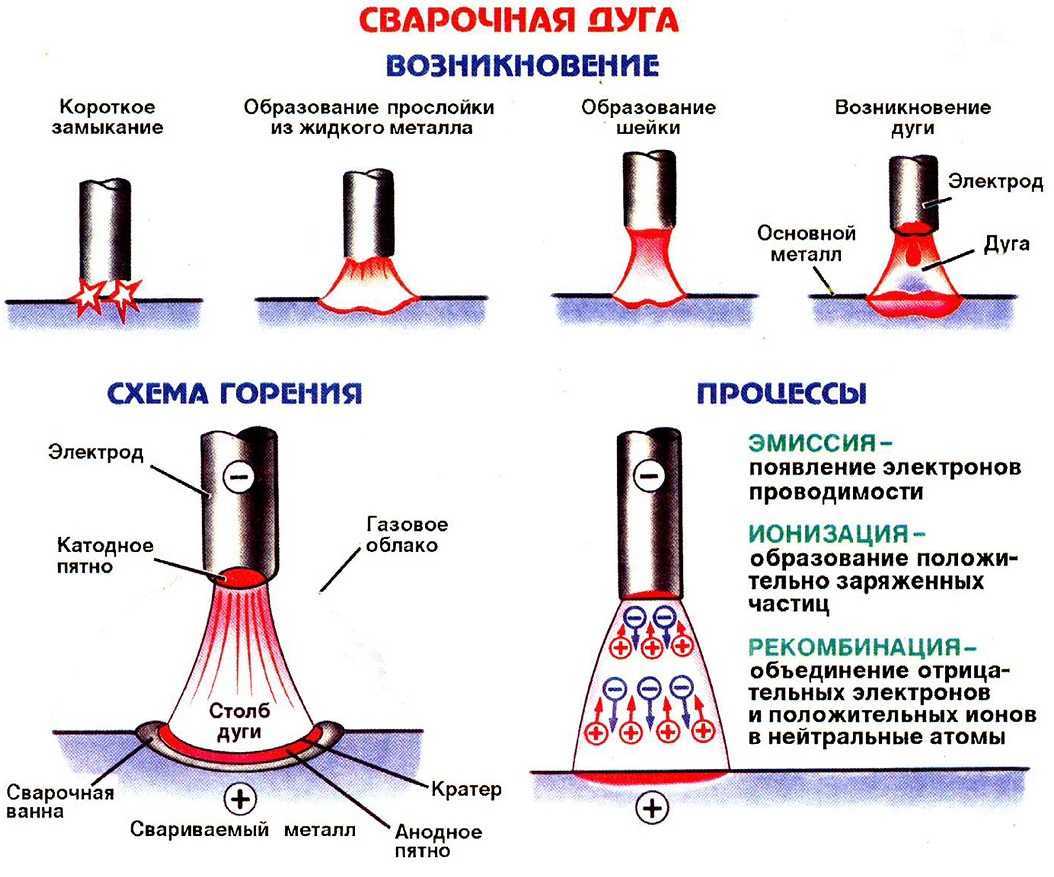
Качественный скачок в области физики и электроэнергии произошел в конце 18 – начале 19 веков. Сначала был создан вольтов столб в качестве длительно работающего источника питания итальянцем А. Вольта. И после этого наш ученый В.В. Петров в 1802 году открыл явление электрической дуги между двумя угольными электродами. Впоследствии оно легло в основу всей электросварки, так как создаваемая температура около 5000℃ позволяет расплавить любой металл.
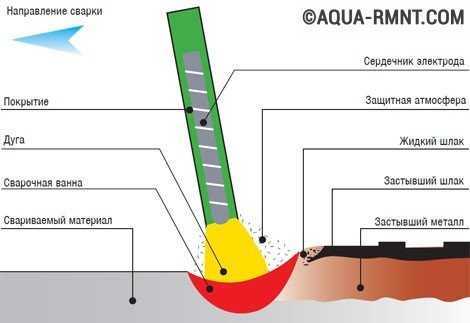
В дальнейшем русский исследователь Н.Н. Бенардос в 1881 году изобрел способ сварки угольным электродом. Потом появились первые газокислородные резаки, горелки, вольфрамовые электроды. По мере развития технологий и методов сварки профессия сварщика начала подразделяться на категории, а мастерство рабочего стало оцениваться квалификационными разрядами.
Профессиональный праздник рабочих этой профессии традиционно отмечается в последнюю пятницу мая, так как в это время сварщики наиболее загружены.
Аппараты для точечной сварки и их применение
Соединение двух деталей посредством сварки может выполняться линейным вариантом, как было описано выше всеми перечисленными способами, так и точечным. Для точечного соединения применяется контактная сварка, обеспечивающая быстрое соединение двух деталей в одной точке. Особенность применения точечной сварки — соединение металлов, толщина которых составляет от 1-2 микрон до 20-30 мм. Посредством такого предназначения, свое применение точечные сварочные аппараты нашли в области радиоэлектроники, авиационной и автомобильной промышленности, и даже строительстве. Совместно с полуавтоматами, аппараты для точечной сварки применяются также в автомастерских, где осуществляются кузовные ремонты.

Особенность применения сварочных аппаратов для точечной сварки в том, что соединение двух деталей происходит под воздействием тока высокого номинала до нескольких тысяч ампер
При этом немаловажно уделить внимание усилию сжатия соединяемых деталей, величина которой должна быть в пределах от 10 до 100 кг
Весь процесс соединения происходит в три этапа:
- Сжатие заготовок, для чего оборудование оснащается специальными клещами
- Подача тока в область контакта, в результате чего осуществляется плавление металла
- Выключение сварочного тока, после чего металл начинает остывать и кристаллизоваться
Для выполнения сварочных соединений контактным способом применяются аппараты в виде трансформаторов, работающих на переменном токе, а также устройствах, функционирующих на конденсаторах.
К преимуществам применения контактных аппаратов для сварки относятся:
- Простота и удобство применения
- Высокая эффективность и производительность
- Большая скорость работы — за минуту можно выполнить до нескольких сотен свариваний
- Экологичность — при таком способе соединения металлов не происходит выделения вредных веществ в атмосферу

Соединение в итоге получается достаточно прочным и качественным. Недостаток его в том, что сварочные швы получаются не герметичными, однако это обусловлено особенностями технологичного процесса. Применяются эти устройства преимущественно профессионалами при проведении ремонтных работ кузовных деталей автомобилей. Для дома и дачи такое оборудование может понадобиться в редких случаях.




Как варить, если из трубы идёт вода
Сварка по воде — иногда сварщику приходится варить в таких случаях, когда из трубы все еще идёт вода. Вроде бы напора нет, а вода все сочится и сочится, что мешает, конечно же, сварочному процессу.

Чтобы нормально заварить трубу в данном случае, воспользуйтесь такими советами:
Используйте для сварки по воде электроды с основным покрытием. Почему именно с основным? Все очень просто, расплавленный металл остывает быстрей, а сварочный шов будет обладать большей прочностью.
Поднимите значения сварочного тока на 50 ампер выше, чем при «сухой» сварке.
Устойчивое ведение электрода — данный способ особенно пригодится новичкам в сварке, ведь именно у них чаще всего трясутся руки, первый раз в жизни, взяв держатель с электродом. Так вот, для получения более устойчивого положения руки при сварке, просто намотайте на неё несколько витков кабеля идущего от держателя с электродом.

В таком случае вы получите два преимущества: во-первых, кабель не будет тянуть руку с держателем вниз, во-вторых, рука перестанет дёргаться, что, в конечном счете, положительно повлияет на качество сварки.
Как защитить полуавтомат от загрязнений — чтобы канал рукава для проволоки не загрязнялся, используйте кусочек поролона в качестве фильтра.

Как защитить одежду при сварке — воспользуйтесь для защиты одежды от возгорания, специальным спреем для горелок полуавтоматов. Такой спрей, после обработки им одежды, надежно защитит её от огня.
Красивый и аккуратный шов — если сварочный шов получился «так себе», можно обработать его с помощью болгарки. Только слишком не переусердствуйте, поскольку такая обработка может заметно ослабить шов.
Чем лучше делать отметки — чертить на металле лучше всего с помощью пастельного карандаша. Он отлично подходит для любых поверхностей и практически не стирается, даже при воздействии пламени.
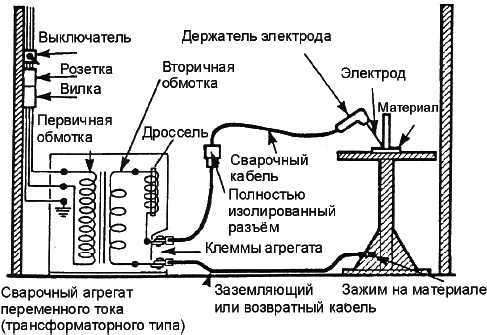
Сварочный трансформатор
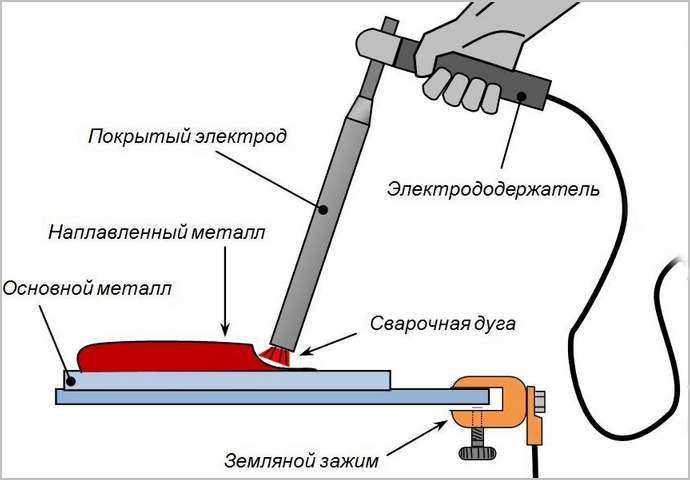
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.

Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
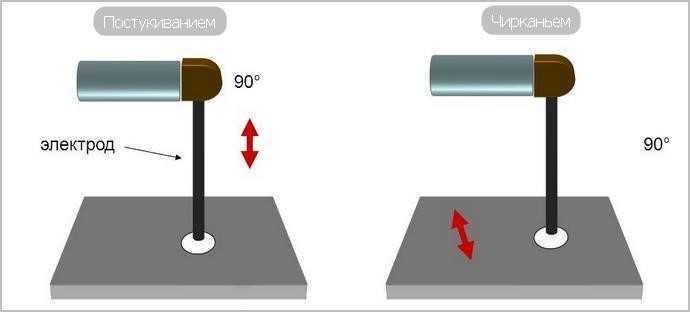
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
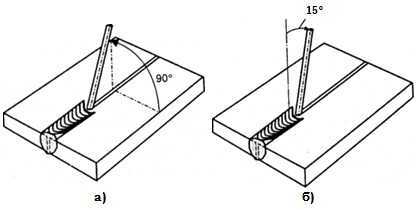
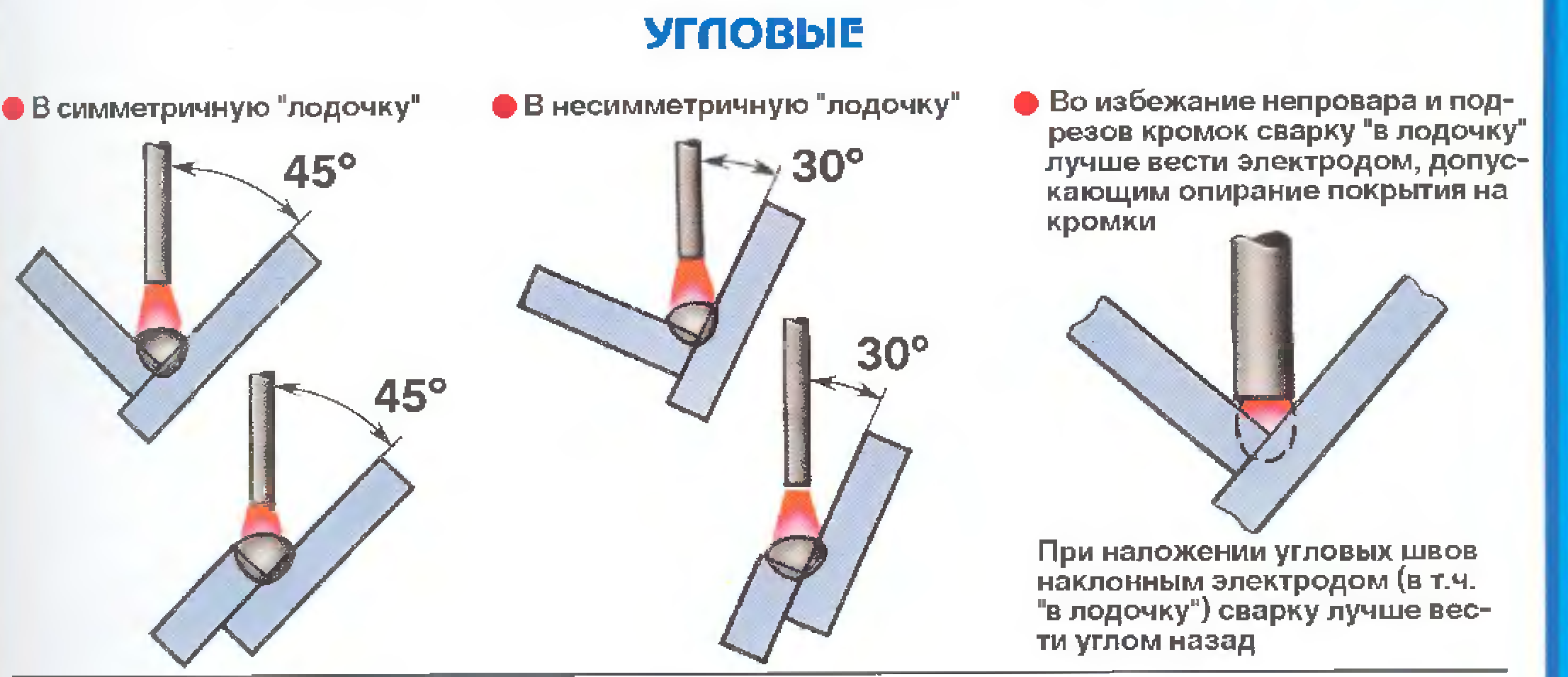
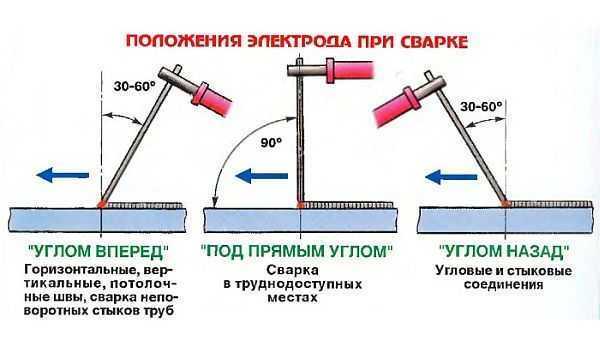
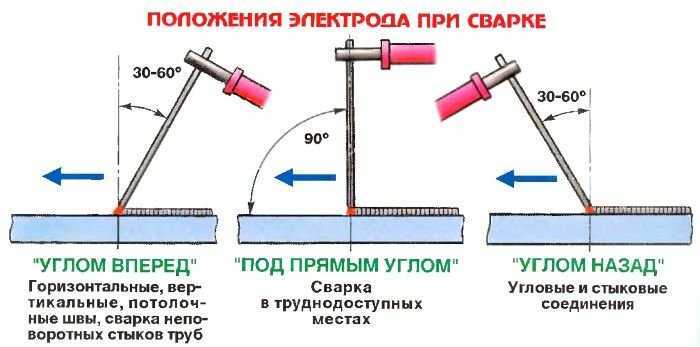
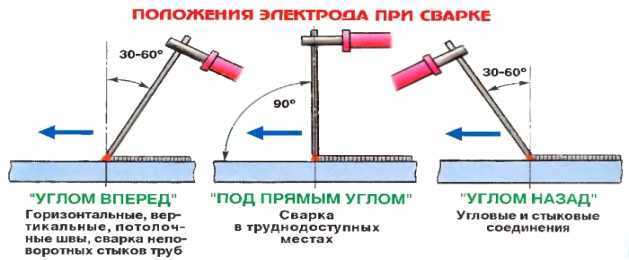
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.



Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток — в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
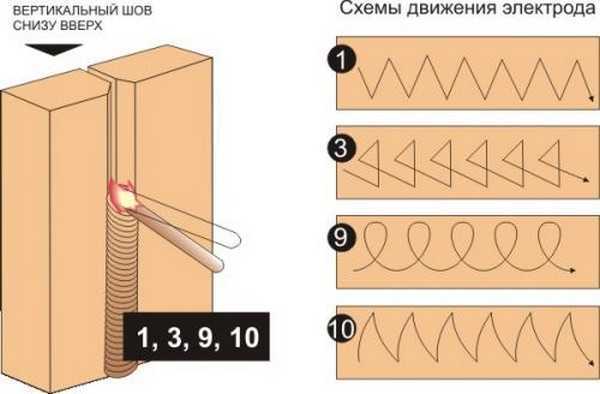
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
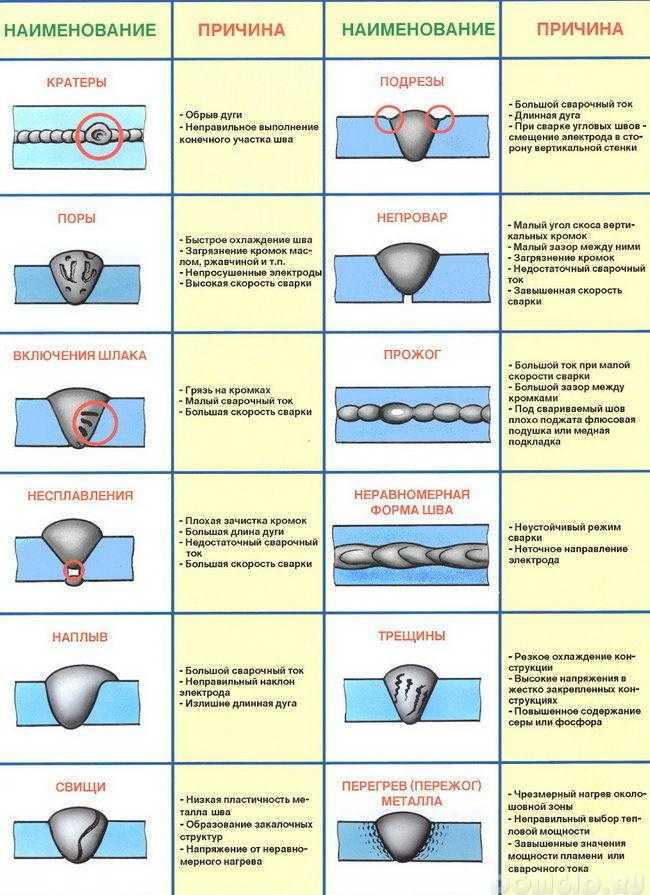
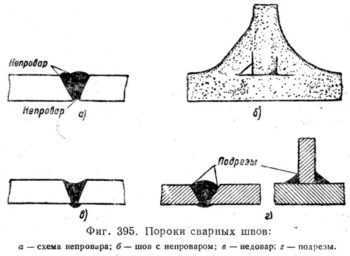
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Подбор сварочных параметров
 Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для — инверторы.
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для — инверторы.
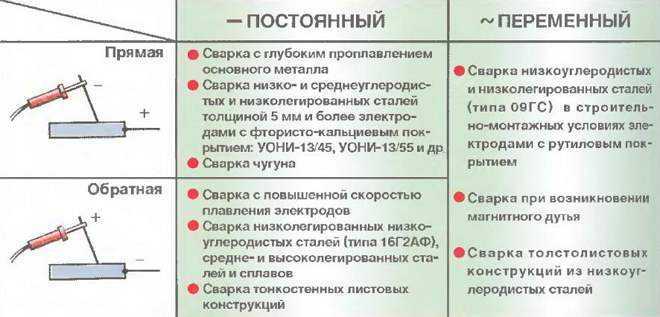
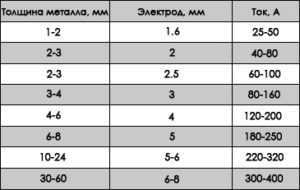
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
Инверторные аппараты — лучшее решение для домашнего мастера
Самыми популярными сварочными устройствами сегодня являются инверторы, имеющие другое название импульсные аппараты для сварки. С появлением инверторов, они произвели настоящий переворот в сфере сварочного оборудования. Сначала они стоили очень дорого, и имели множество недостатков. Однако вскоре недостатки, в том числе, и высокая стоимость, были устранены. Это повлекло за собой популяризацию этих устройств. Сегодня практически у каждого домашнего мастера имеются сварочные аппараты инверторного типа. Если собираетесь купить сварочный аппарат для дома, то без выяснения их достоинств и недостатков рекомендуется сразу же выбирать инверторные аппараты.

Однако все же не помешает разобраться с конструктивными особенностями инверторов, чтобы в итоге покупаемый аппарат удовлетворял всем потребностям мастера. Инвертор — это аналог трансформаторных и выпрямительных устройств, которые лишены громоздкого элемента — трансформатора. Роль источника понижения тока играют полупроводниковые элементы. В конструкции устройства присутствует трансформатор, который в десятки раз меньше, и предназначен он для уменьшения входного сетевого напряжения.


Инверторы потребляют намного меньше электроэнергии, по сравнению со своими древними аналогами — трансформаторными и выпрямительными моделями. Прибор исключен необходимости затрат энергии на нагревание конструктивных элементов. Дуга создается достаточно быстро, и характеризуется стабильностью горения, обеспечивая достойное качество шва. В конструкции инверторов применяются также стабилизаторы, осуществляющие преобразование тока, а также электрические микросхемы, состоящие из полупроводниковых элементов.

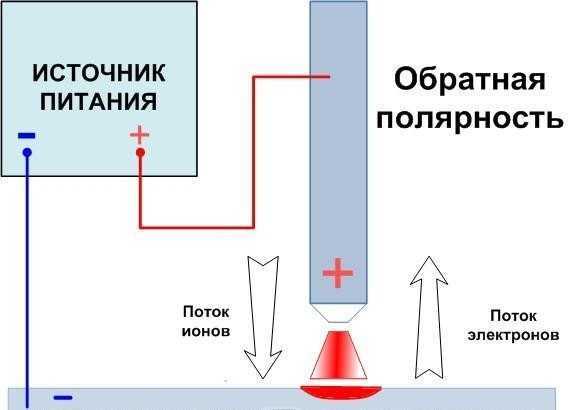
Входное переменное напряжение 220В поступает на выпрямительный блок, в котором происходит его преобразование в постоянное. В качестве выпрямителя выступает диодный мост. Преобразуется вместе с переменным напряжением и сила тока. Постоянная величина тока поступает на блок инвертора, где повторно происходит его преобразование из постоянного в переменный, но уже с более высокой частотой. Снижение переменного напряжения способствует увеличению величины высокочастотного тока. Ток большой величины и высокой частоты преобразуется в постоянный, на основании которого происходит выполнение сварочных манипуляций. Ниже представлена схема работы сварочного инвертора.
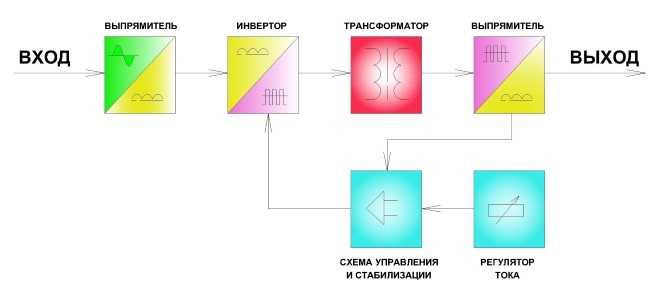
Увеличение частоты тока достигается за счет полупроводниковых элементов — транзисторов. Их переключение происходит с частотой в 60-80 Гц. В процессе функционирования аппарата наблюдается сильный нагрев элементов, поэтому немаловажный момент — это применение радиаторов с вентиляторами, способствующие отводу тепловой энергии. Чтобы предотвратить выход из строя выпрямительного блока, в конструкции прибора установлен датчик, отключающий подачу питания, когда температура выпрямителя достигнет критического значения в 90 градусов.
Теперь выясним все преимущества инверторов, и узнаем, почему же именно эти виды сварочных аппаратов получили широкую популярность среди домашних мастеров:
- Качественный сварочный шов
- Высокая производительность оборудования
- Большой КПД — свыше 90%
- Экономичный расход потребления электрической энергии
- Незначительная степень разбрызгивания металла
- Плавность регулировки сварочного тока
- Универсальность — возможность варить любой металл
- Небольшие габариты и вес, что делает такое оборудование мобильным и простым в транспортировке
Это интересно! Когда же стоит выбирать инверторные сварочные аппараты? Их выбирают 80% домашних мастеров, которые выполняют сварочные работы самостоятельно. Все дело в том, что они стоят достаточно не дорого, и при этом имеют массу преимуществ, необходимых для обычного пользователя. Инвертор не заменит полуавтомат, но при этом первый вариант не требует приобретения газовых баллонов и проволоки. Сварка осуществляется электродами разных размеров.
Выше представлены основные разновидности сварочных аппаратов, которые подходят для дома и дачи. Следует сделать вывод о том, что для домашнего применения подходят лучше всего модели инверторного типа, а для профессиональной эксплуатации лучше выбирать полуавтоматы. Трансформаторы и выпрямители — это прошлый век, которые по причине своих недостатков, встречаются все реже.



