
Соединения
Сварные соединения разделяются на различные виды.
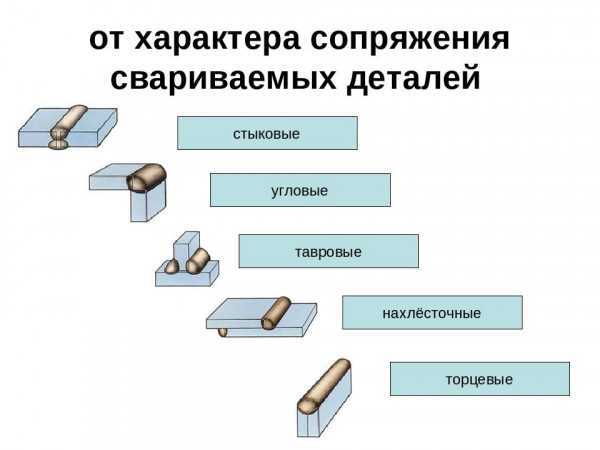
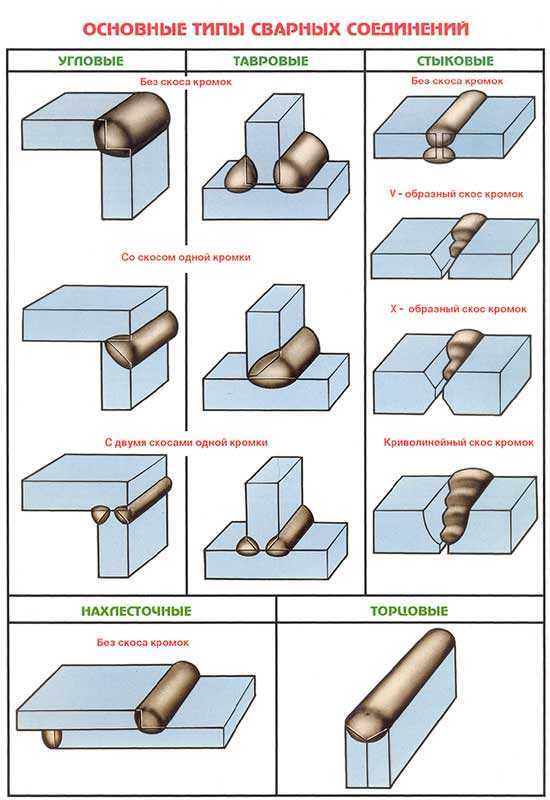
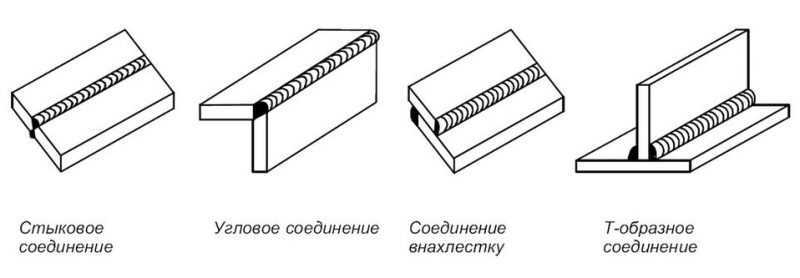
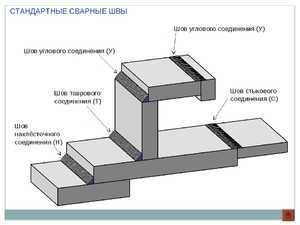
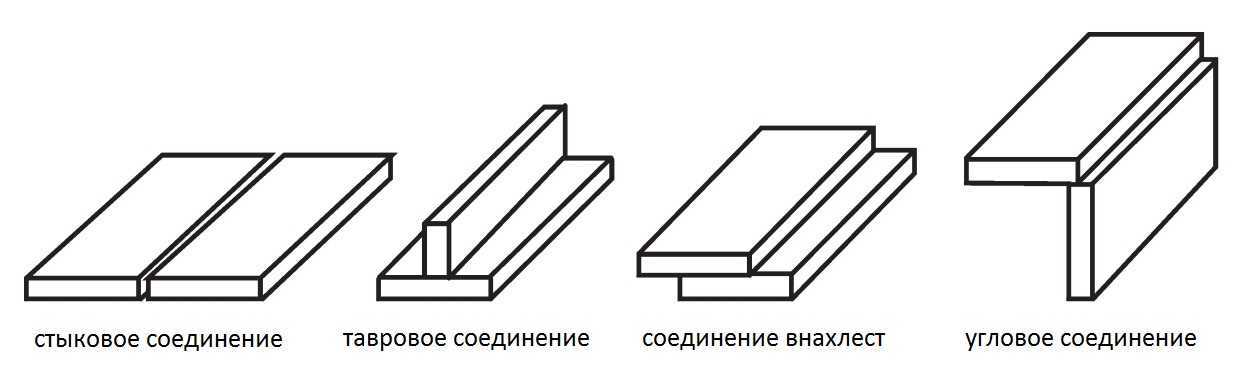
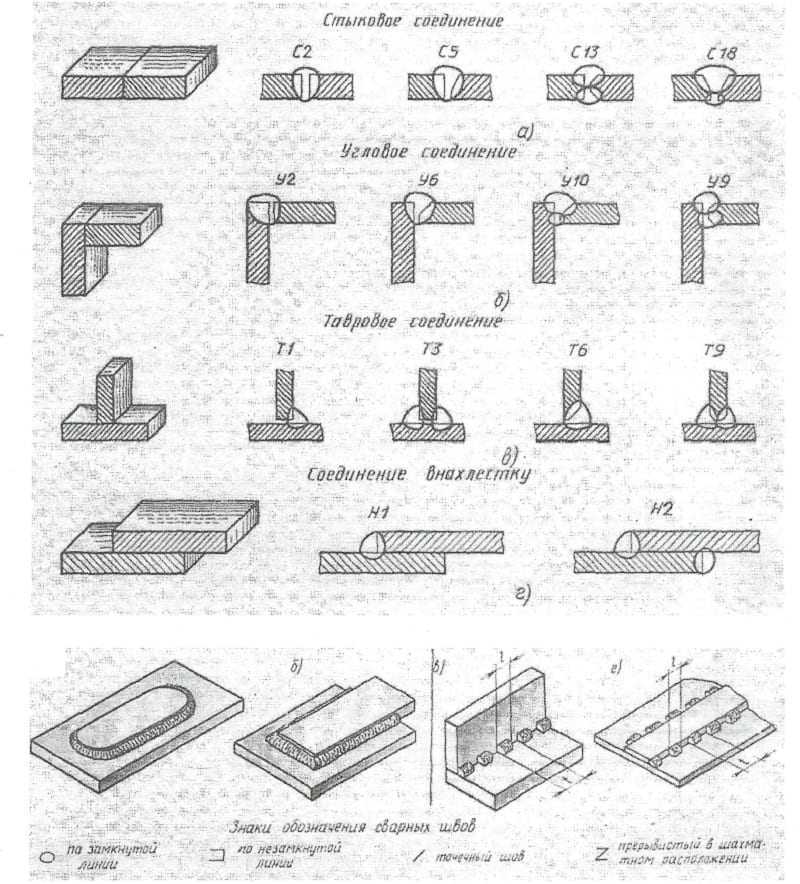
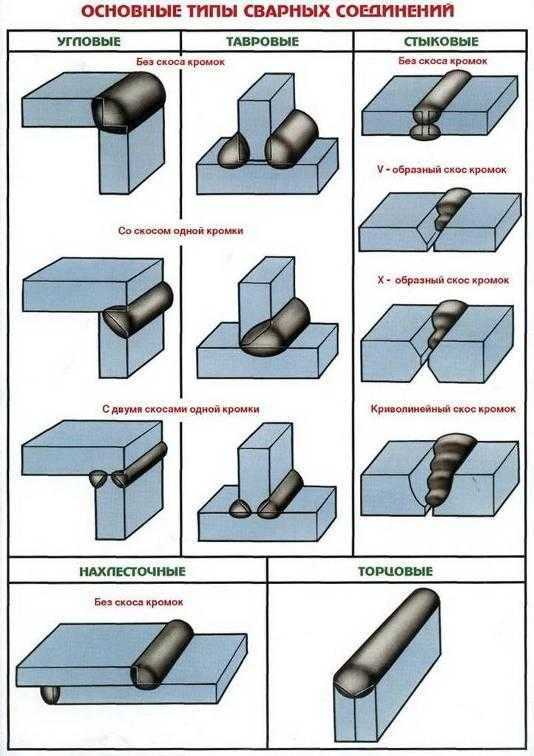
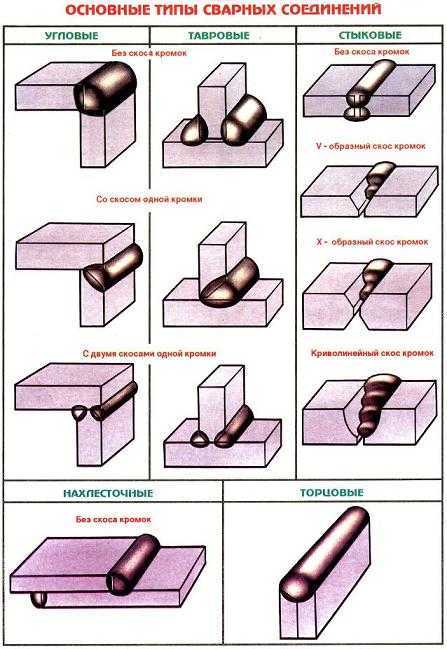
Виды сварных соединений:
- Стыковые. Детали располагаются в одной и той же плоскости.
- Угловые. Детали, подлежащие соединению, располагают под необходимым углом. Наиболее распространенным является прямой угол.
- Тавровые. Торец одной детали располагают перпендикулярно или под небольшим углом по отношению к основной поверхности второй детали.
- Нахлесточные. Положение деталей в пространстве — параллельное. При этом одна деталь частично налегает на другую.
- Торцевые. Воедино сваривают два торца элементов.
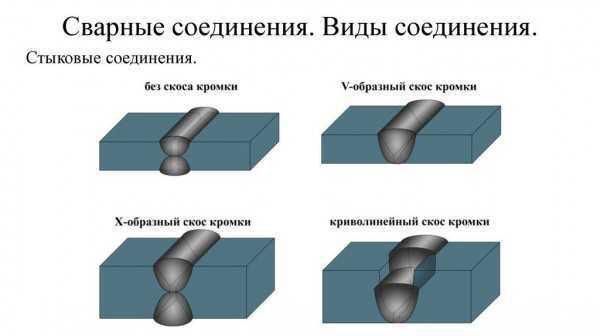
Сварной стыковой шов применяется для сварки трубопроводов, различных труб и металлических листов. Сварке подлежат торцовые поверхности. Сварка встык требует проведение подготовительных работ, которые заключаются в тщательной подгонке торцевых поверхностей друг к другу. Для обеспечения точности может применяться предварительный подварочный шов. Сварку встык можно осуществлять как на весу, так и на подкладке — стальной или медной. При стыковых соединениях возможны различные виды скосов кромок или сварка без них.
К преимуществам такого способа относится уменьшенный расход вспомогательного материала, в частности, электродов. Одинаковая толщина элементов не является обязательным требованием. Но при этом электрод следует направлять к более толстой детали. Это обеспечит ее более сильный нагрев, а тонкую деталь убережет от прожогов.
Угловые швы находят применение для соединения частей различных емкостей и резервуаров. Для получения качественного углового соединения рекомендуется установка деталей «лодочкой».
Сварной шов тавровый применяют при сварке несущих конструкций. Поверхности деталей требуют тщательной подготовки. Такой вид сварки относится к наиболее прочным. Достоинством таврового соединения является то, что его можно применять в труднодоступных местах. Такой вид сварного шва помогает выдерживать повышенные нагрузки.
Соединение нахлесточным способом находит применение при необходимости сварки металлических листов толщиной не более 12 мм. Необходимостью является отсутствие зазоров между поверхностями деталей. Плотность прилегания необходима для качественного соединения. Выполнение нахлесточного соединения не является сложным и может осуществляться сварщиками, имеющими невысокий разряд.
При нахлесточном способе два шва находятся на расстоянии друг от друга. Это придает соединению дополнительную прочность. Если при эксплуатации возможны нагрузки на излом, то применять его не стоит.
Торцевые виды сварочных соединений предусматривают сварку торцов деталей. Таким способом возможно соединение деталей любой толщины. К достоинству относится минимальная деформация свариваемых элементов.
II
«Добрый папаша! К чему в обаянииУмного Ваню держать?Вы мне позвольте при лунном сиянииПравду ему показать.Труд этот, Ваня, был страшно громаден, —Не по плечу одному!В мире есть царь: этот царь беспощаден,Голод названье ему.Водит он армии; в море судамиПравит; в артели сгоняет людей,Ходит за плугом, стоит за плечамиКаменотесцев, ткачей.Он-то согнал сюда массы народные.Многие — в страшной борьбе,К жизни воззвав эти дебри бесплодные,Гроб обрели здесь себе.Прямо дороженька: насыпи узкие,Столбики, рельсы, мосты.А по бокам-то всё косточки русские…Сколько их! Ванечка, знаешь ли ты?Чу! восклицанья послышались грозные!Топот и скрежет зубов;Тень набежала на стекла морозные…Что там? Толпа мертвецов!То обгоняют дорогу чугунную,То сторонами бегут.Слышишь ты пение?.. „В ночь эту луннуюЛюбо нам видеть свой труд!Мы надрывались под зноем, под холодом,С вечно согнутой спиной,Жили в землянках, боролися с голодом,Мерзли и мокли, болели цингой.Грабили нас грамотеи-десятники,Секло начальство, давила нужда…Всё претерпели мы, божий ратники,Мирные дети труда!Братья! Вы наши плоды пожинаете!Нам же в земле истлевать суждено…Всё ли нас, бедных, добром поминаетеИли забыли давно?..“Не ужасайся их пения дикого!С Волхова, с матушки Волги, с Оки,С разных концов государства великого —Это всё братья твои — мужики!Стыдно робеть, закрываться перчаткою.Ты уж не маленький!.. Волосом рус,Видишь, стоит, изможден лихорадкою,Высокорослый, больной белорус:Губы бескровные, веки упавшие,Язвы на тощих руках,Вечно в воде по колено стоявшиеНоги опухли; колтун в волосах;Ямою грудь, что на заступ старательноИзо дня в день налегала весь век…Ты приглядись к нему, Ваня, внимательно:Трудно свой хлеб добывал человек!Не разогнул свою спину горбатуюОн и теперь еще: тупо молчитИ механически ржавой лопатоюМерзлую землю долбит!Эту привычку к труду благороднуюНам бы не худо с тобой перенять…Благослови же работу народнуюИ научись мужика уважать.Да не робей за отчизну любезную…Вынес достаточно русский народ,Вынес и эту дорогу железную —Вынесет всё, что господь ни пошлет!Вынесет всё — и широкую, яснуюГрудью дорогу проложит себе.Жаль только — жить в эту пору прекраснуюУж не придется — ни мне, ни тебе».
Наиболее оптимальная технология
Лучшим для сварки угловых соединений считается метод «в лодочку». Такая технология позволяет дуге доставать до корня. При этом нужно правильно закреплять заготовки. Угол между свариваемыми краями должен быть прямым.
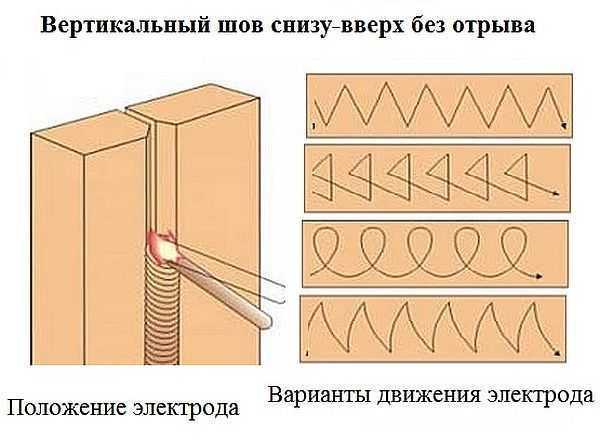
Сварку начинают снизу, постепенно сдвигая сварочную ванну вверх. Перед тем как варить, нужно изучить схему движения стержня. При толщине деталей менее 1,4 см скашивать кромки необязательно. Края более толстых заготовок срезают.
При большей величине шов должен быть многопроходным. На первом этапе проваривают корень, используя тонкий электрод. После этого выполняют следующие проходы.
Сравнение сварки и других способов соединения металла
Однозначно, сварка является одним из наиболее распространённых способов создания соединения. Но для того, чтобы понять, как она снискала себе такую популярность, нужно сравнить её с другими способами-«конкурентами»:
Склейка
Склейка может применяться в конструкциях, для которых вообще не допускаются никакие тепловложения (наиболее часто такими являются трудносвариваемые металлы, такие, как титан или магний). К недостаткам можно отнести:
- необходимость качественной подготовки поверхностей
- подгонка соединения под нахлёсточный тип
- малая прочность, по сравнению со сваркой
- невозможность работы на разрыв (клееные соединения показывают лучшие результаты при работе на смещение)
Могут использоваться вместе с заклёпками (заклёпочно-клееные соединения) и сваркой (клее-сварные точечные соединения).
Пайка
Процесс пайки очень похож на сварку, часто сварочные аппараты подходят и для пайки. Отличие заключается в том, что при пайке плавится только присадочный материал, без расплавления основного металла. Как следствие — соединение не молекулярное, а капиллярное, а значит — менее прочное. Чтобы сильно не усложнять, рассмотрим выбор применения сварки и пайки на примере велосипедов.



Типичное использование Downhill велосипеда
Для крепких алюминиевых downhill, freeride, 4cross и прочих спортивных велосипедов применяют сварку, поскольку для них в первую очередь важна прочность сварных швов, ведь если на Downhill трассе шов треснет, то велосипедисту не поздоровится.
Рамы, в большинстве, делаются из алюминиевых сплавов, поэтому проблем с их сваркой, при наличии качественного и настроенного оборудования, не возникает.
Сварной шов (Алюминий 6061)
Проще говоря – при сварке они очень быстро треснут и потеряют геометрию. Раньше рамы делали с легированных сталей, которые и так тяжело свариваются, даже не смотря на маленькую толщину.
Поэтому все рамы создавались посредством пайки, что позволяло значительно уменьшить тепловложение и увеличить упругость шва (что крайне полезно для велосипедов, у которых, фактически, нет подвески).
Но за это приходится расплачиваться ухудшенной прочностью и худшими механическими характеристиками шва, по сравнению со сваркой. Сейчас же, всё больше рам изготавливают из карбона, поэтому в них не применяется вовсе никаких процессов образования соединения.
Паяное соединение шоссейной рамы
Заклепывание
Постепенно, шаг за шагом, сварка вытесняла заклепки, как способ образования неразъёмных соединений, но всё же, они ещё применяются, так в чем же секрет?
Не смотря на ограничения по типу наносимого шва (только внахлёст), проблем с долговечностью (очень часто заклёпки попросту расшатываются), необходимости предварительной подготовки (сверление отверстий) заклепывание находит свое распространение в мостостроении и авиастроении.
Обусловлено это, в первую очередь, тем, что заклепочные соединение не имеют усталостной потери прочности и, как следствие — безопаснее для конструкции.
Обратите внимание
К тому же, в авиастроении очень часто применяют металлы с крайне плохой свариваемостью, а для всего корпуса самолета обеспечивать контролированный подогрев и остывание затруднительно.
Стоит заметить, что во многих бытовых процессах, таких, как соединения тонких листов внахлест, кузовные автомобильные работы, точечная сварка (в особенности споттеры) показывает лучшие результаты в этих отраслях, чем заклепки, поэтому находит всё большее распространение.
Методы обработки кромок под разделку
Для оформления краев деталей под сварку используют ручные, механические и термические методы. Ручная разделка производится напильником, молотком, зубилом, наждачной бумагой и другими слесарными инструментами.
Выбор оборудования для механической обработки зависит от типа заготовки:
- для тел вращения – токарный, карусельный станок;
- для прямолинейных деталей – шлифовальные и фрезеровочные станки;
- для криволинейных стыков – универсальные центры механической обработки, фрезеровочные станки.
Термическая разделка кромок выполняется с помощью газокислородного, лазерного или плазменного резака. После газовой обработки торцов требуется ручная доводка края.
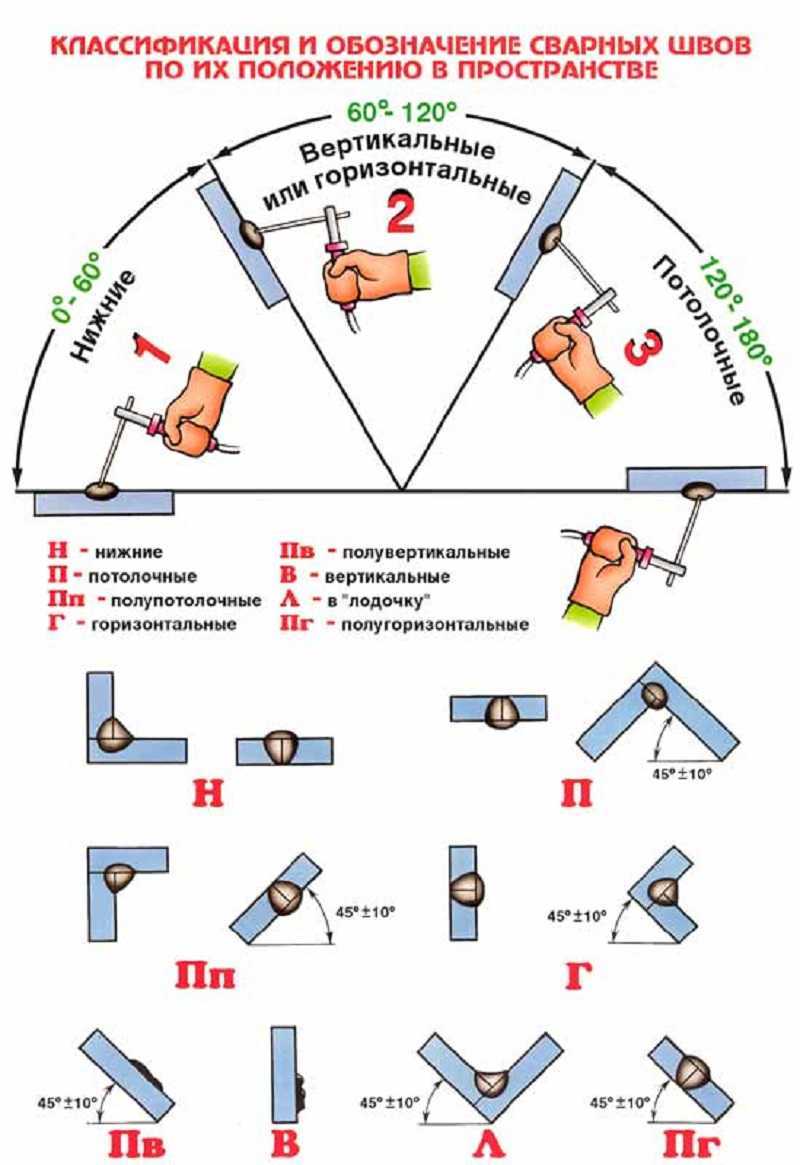
Положение электрода во время сварочного процесса
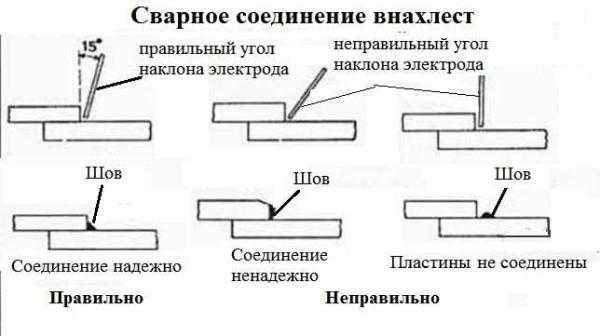
Наклон электрода зависит от видов сварных соединений и швов. Угол наклона влияет на скорость разогрева металла. При дуговой сварке для того, чтобы зажглась дуга, электрод следует держать перпендикулярно. Затем необходимо осуществлять небольшой наклон. Сварочный шов получится более качественным, если сварку проводить короткой дугой.
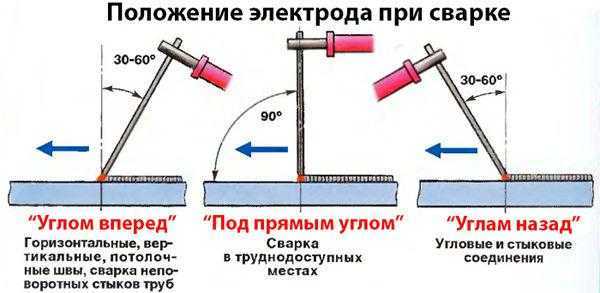
Применять сварку способом «углом вперед» имеет смысл, когда процесс осуществляется в труднодоступных местах. Однако, способ не лишен недостатков. Процессу сварки будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может или совсем погаснуть, или начать «блуждать». Качество шва может быть значительно снижено, если появятся пропущенные участки.
Способ «углом назад» находит применение в угловом варианте и при соединении стыков. При сварке под прямым углом электрод держат перпендикулярно поверхности. Это позволяет контролировать жидкий шлак и следить за тем, чтобы он перемещался вслед за сварочной ванной. На качество шва это будет оказывать благоприятное воздействие. Если шлак окажется перед электродом, то это можно исправить, перейдя на некоторое время на способ «назад углом».
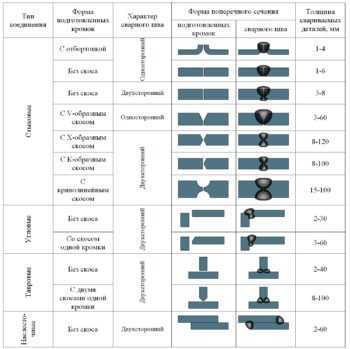
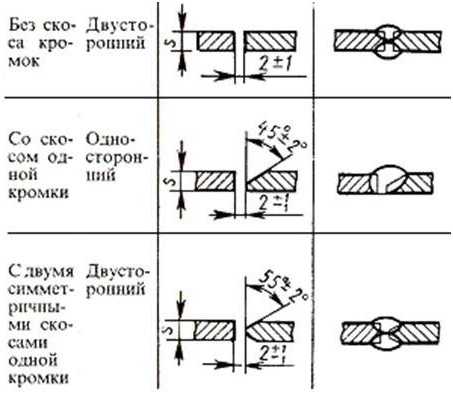
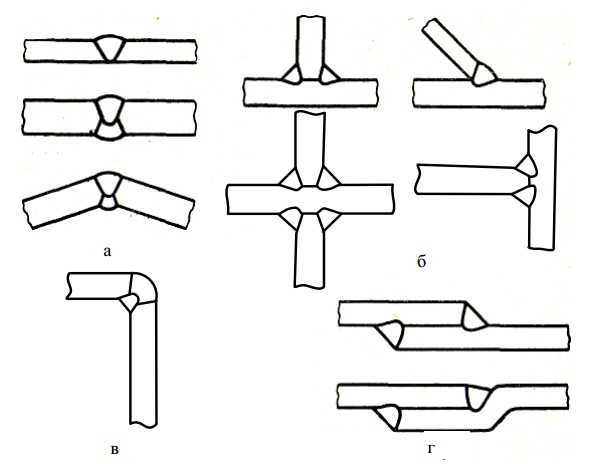
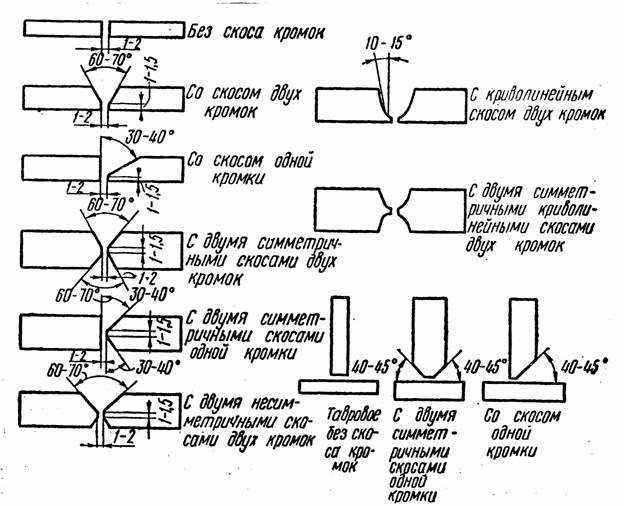
Скосы
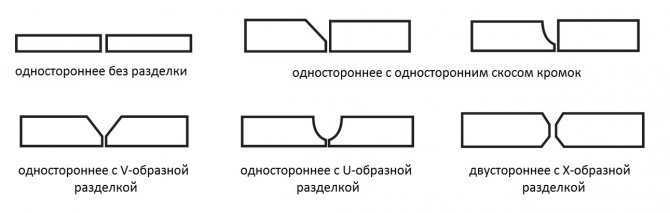
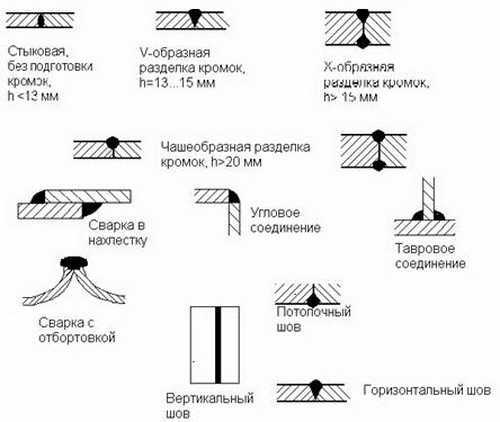
Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
При односторонней сварке разделку стыков делают в виде буквы V или U. При сварке с обеих сторон реализуется K или X-образные разделки. Разделка для односторонней сварки более трудоемка, чем при сваривании с двух сторон.
Притуплением называют нескошенную часть стыка. Оно нужно для правильного образования сварного шва и предотвращения прожога. Притупление бывает толщиной от 1 до 3 мм.
Иногда обходятся совсем без него. Тогда предусматриваются специальные мероприятия предотвращающие прожог сварного шва. Сваривание производят на подкладке, основе из флюса или используют замковое соединение.
При использовании ручной электродуговой сварки подготовку кромок у металла толщиной менее 5 мм не делают. Если изделие более толстое, то обычно используют одностороннюю симметричную разделку с углом в 60 °-80 °и притуплением 1-3 мм.
Для соединений в стык с К-, V-, и Х-образной обработкой кромки, совокупный угол скоса равен 45 °-55 °, а при сваривании с подкладкой – 10 °-12 °. Эти параметры влияют на свойства шва и прямо определяют его характеристики.
Понятие катета и общепринятые нормативы
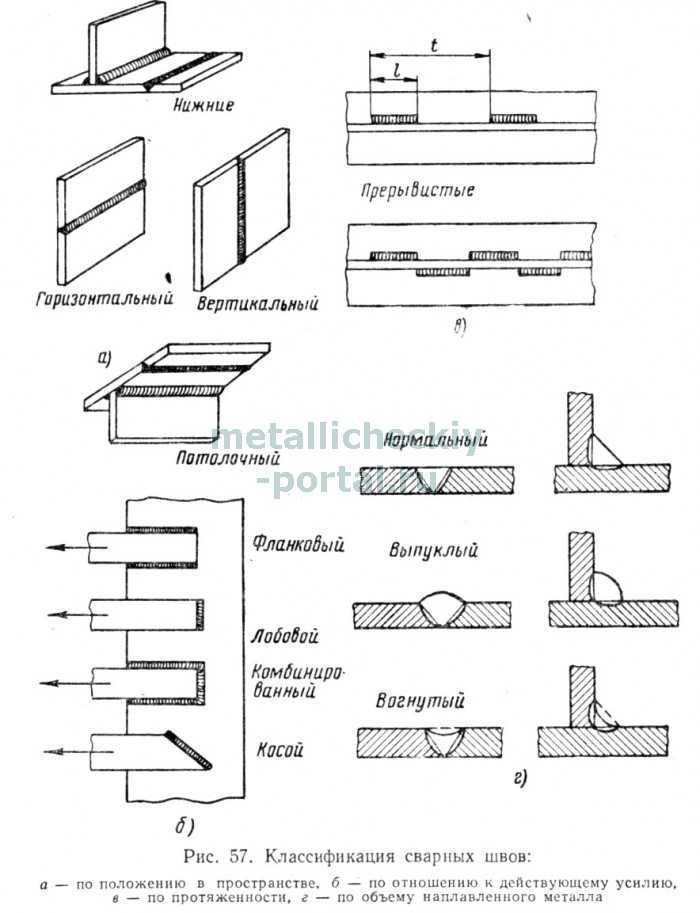
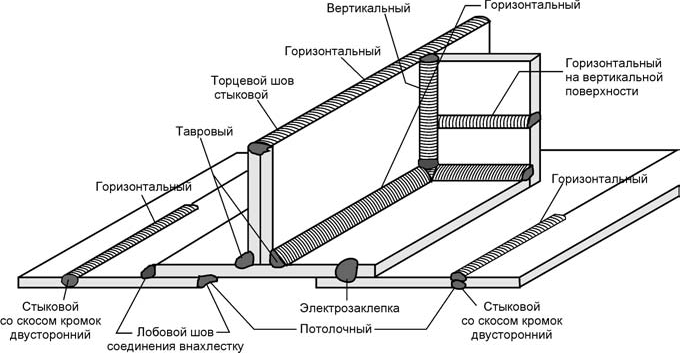
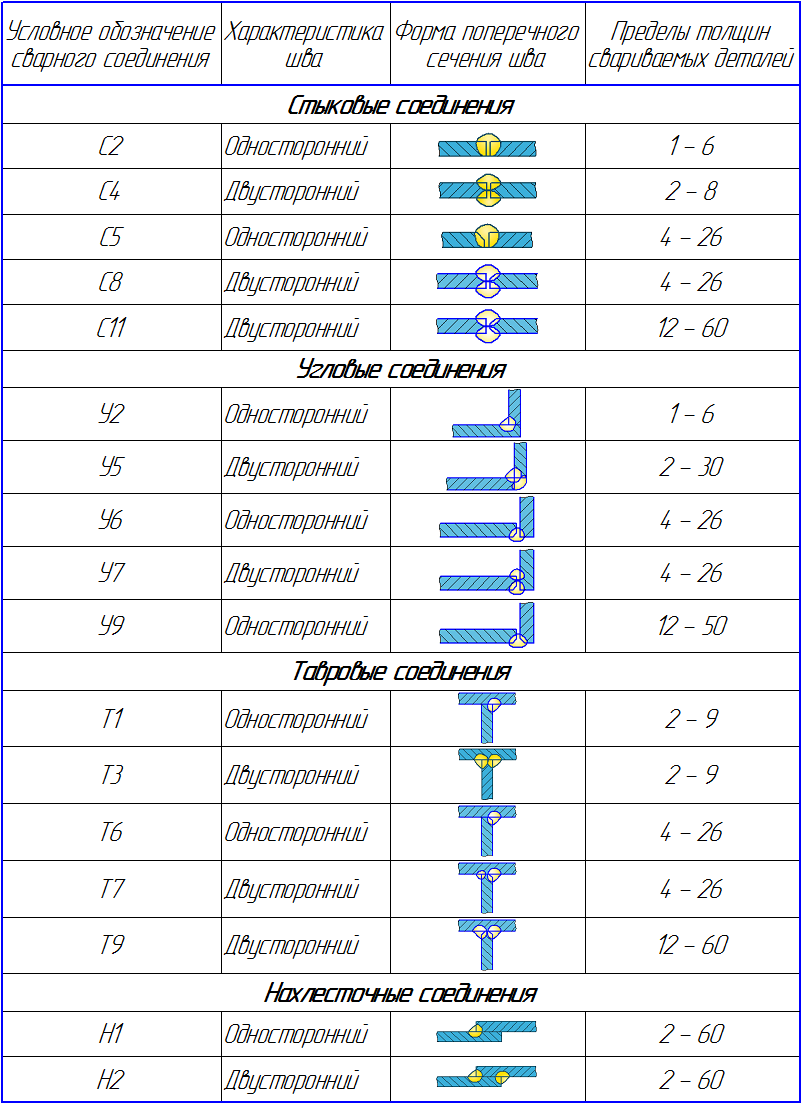
Формирование сварного шва начинается сразу с расплавом металла и заканчивается после его полного остывания. Принятой классификацией предусмотрена группировка сварных соединение по нескольким признакам:
- форма шва;
- длина;
- способ соединения заготовок;
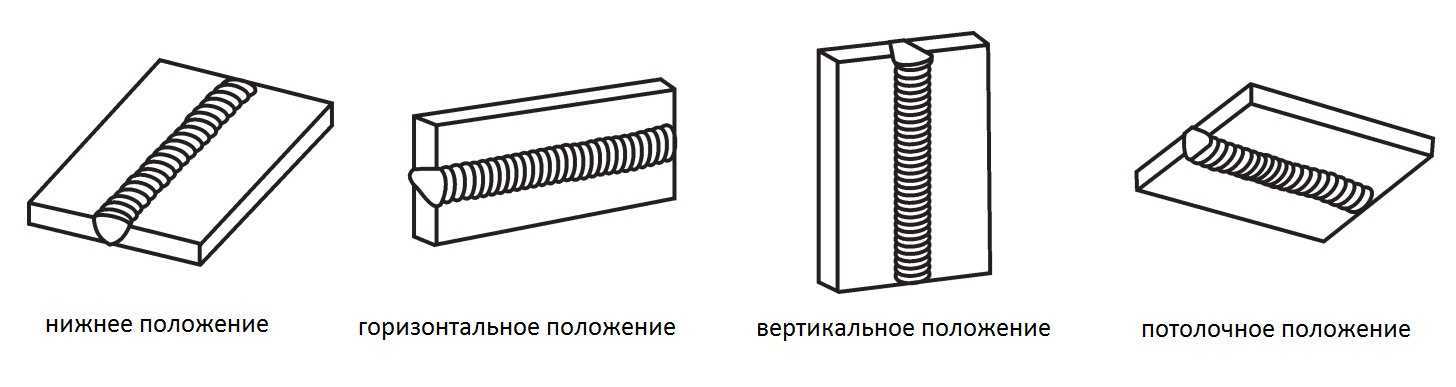
- ориентация стыка в пространстве (вертикальный, горизонтальный и т.п.);
- количество положенных слоев.
В положениях ГОСТа есть определение каждого типа соединения, его основные характеристики, включая и катет сварочного шва.
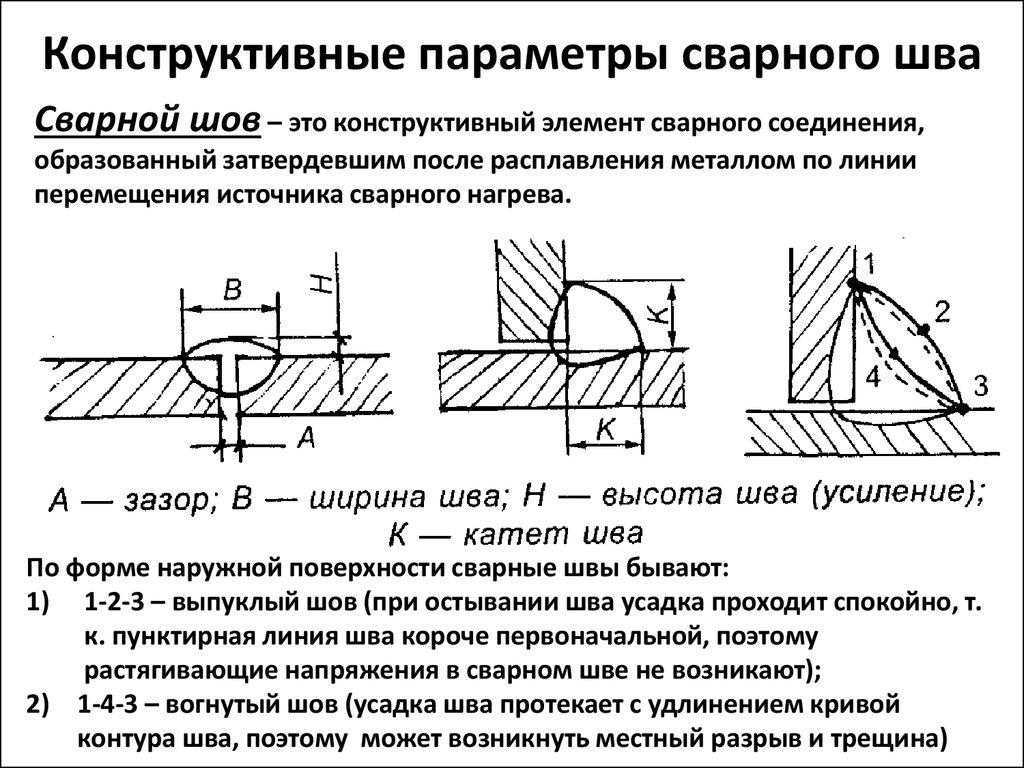
Катетом принято считать сторону равнобедренного треугольника, который можно вписать в поперечное сечение сварочного шва. На рисунке данный параметр показан наглядно.
Важно правильно уметь рассчитывать его величину, так как от этого зависит прочность соединения. Если операции выполняются с заготовками разной толщины, то площадь сечения рассчитывается для более тонкой ее части
Умышленное увеличение катета расчетным путем не приведет ни к чему хорошему, поскольку никак не укрепит сварочный шов. В конечном итоге неоправданные манипуляции приведут к деформации конструкции.
В профессиональной литературе есть справочники, позволяющие проверить размер катета при помощи специальных шаблонов.
Что такое сварка внахлест
При формировании такого соединения листовые детали размещают параллельно. Край одной заготовки частично перекрывает кромку другой. Способ применяют для сварки листов высотой 4-8 мм. Размер нахлеста должен слегка превышать суммарную толщину деталей. Поверхности при выполнении нахлесточного шва не требуют сложной подготовки. Достаточно зачистки кромок. Листы проваривают с 2 сторон, что исключает вероятность проникновения воды в зазор.




Нахлесточные соединения.
Во втором случае прожигают отверстия в детали, расположенной сверху. После этого формируют кольцевой шов. При заклепочном соединении электрод ведут по периметру прорези в пластине.
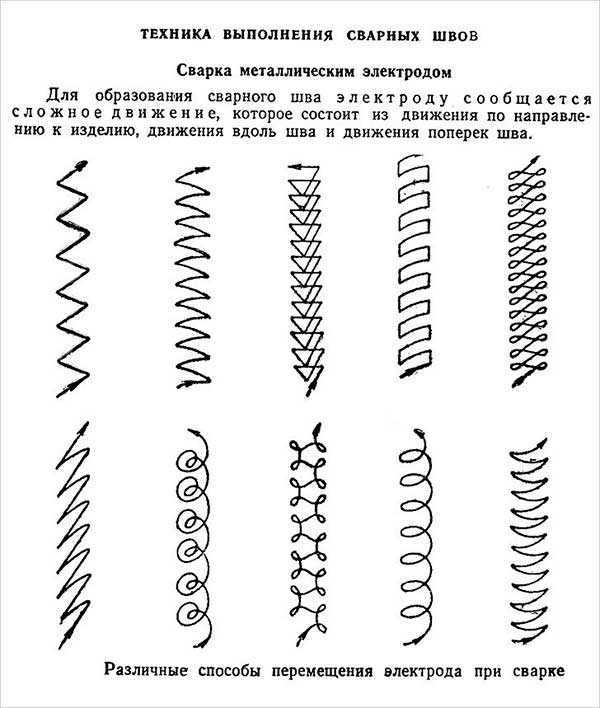
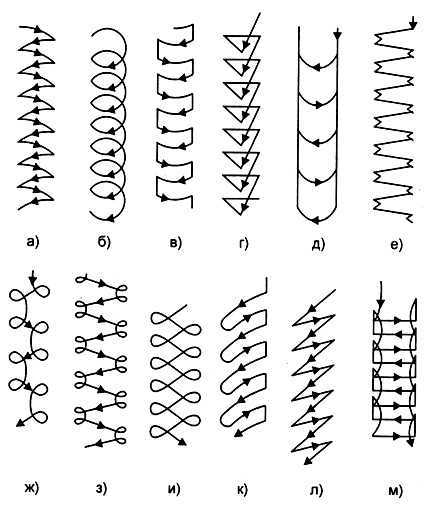
Траектория движения
Казалось бы, не имеющий никакого значения параметр. Но нет, траектория перемещения электрода оказывает большое влияние на формирование сварочного шва. В любом случае она носит колебательный характер, поскольку иначе просто нет возможности «склеить» воедино две заготовки.
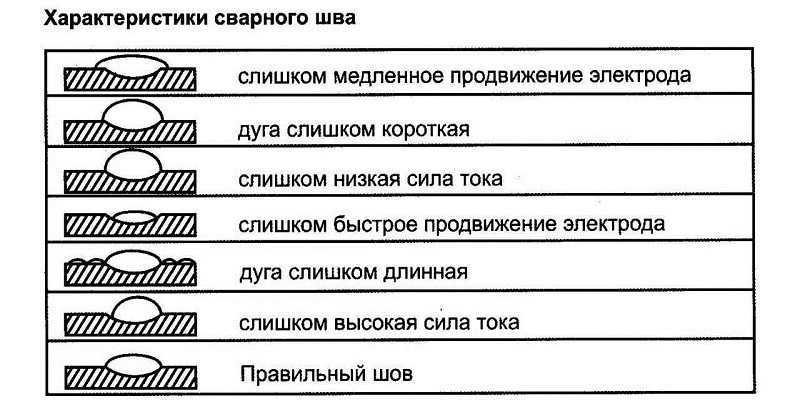
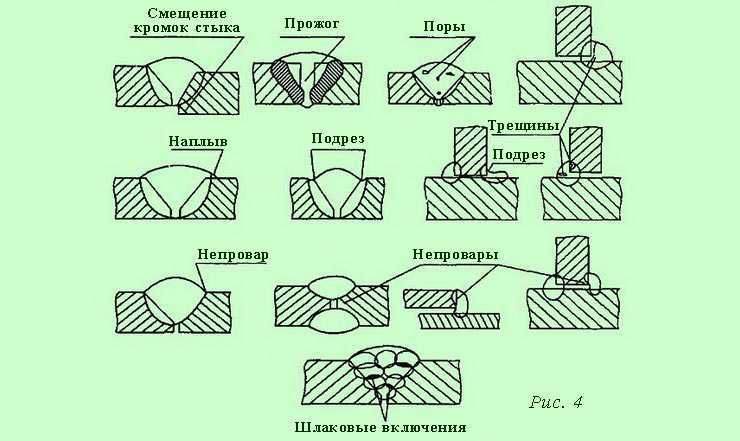
Колебания могут иметь различную конфигурацию: могут быть плавными или резкими с разными углами, похожими на восьмерки или любыми другими. Качественный шов имеет приятный внешний вид с ровными краями, одинаковой шириной и высотой наплава. Не должно быть дефектов в виде не проваренных зон, подрезов, кратеров и т.п.
Сварка стыковых швов с V-образной разделкой
Однопроходные сварные стыковые швы с V-образной разделкой выполняются поперечными
движениями электрода по всей ширине разделки, чтобы перемещение электрической
дуги происходило со сварных кромок на необработанные участки свариваемых изделий.
Но, при такой технике
ручной дуговой сварки тяжело добиться полной свариваемости
металла по всей длине сварного шва, особенно, если притупление кромок и
величина зазора между ними постоянно изменяются.
При сварке многопроходного сварного шва с V-образной разделкой хорошо проварить
корень шва намного проще. Для этого, при наплавке первого слоя выбирают тонкие
электроды диаметром 3-4мм и накладывают тонкий (ниточный) шов, без поперечных
движений электрода.
Следующие слои наплавляют электродами большего диаметра, величина которого
зависит от толщины сварных кромок. При сварке электроду сообщают поперечные
колебательные движения. Для получения хорошего провара между слоями и повышения
качества сварки, необходимо зачищать от брызг, шлака и грата предыдущий
слой (и сварные кромки) перед наплавкой последующего слоя.
Выбрать
режимы ручной дуговой сварки при сваривании стыковых швов с V-образной разделкой,
можно по таблице:
| Толщина металла, мм | Число слоёв (кроме подварочного и декоративного) | Зазор, мм | Диаметр электрода, мм при наплавке слоёв | Сила тока, А | |
| первого | последующих | ||||
| 10 | 2 | 1,5-2,0 | 4 | 5 | 180-260 |
| 12 | 3 | 2,0-2,5 | 4 | 5 | 180-260 |
| 14 | 4 | 2,5-3,0 | 4 | 5 | 180-260 |
| 16 | 5 | 3,0-3,5 | 4 | 5 | 180-260 |
| 18 | 6 | 3,5-4,0 | 5 | 6 | 220-320 |
При этом максимально допустимая величина сварочного тока должна выбираться
по паспорту электродов, в соответствии с рекомендациями производителя.
Движения электрода
Виды сварочных швов и способы их нанесения, в частности, зависят от того, каким способом перемещается электрод. Траекторию его движения может выбрать сам сварщик в зависимости от толщины элементов и типов сварных соединений.
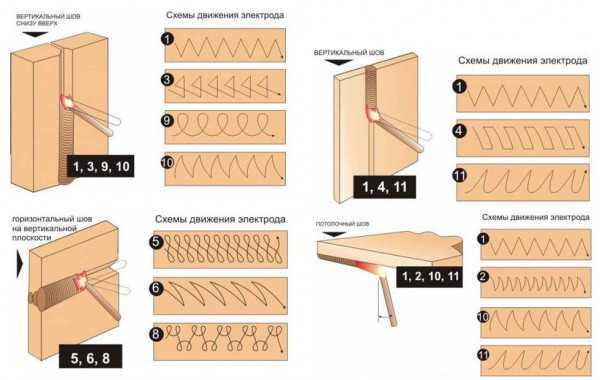
Если электрод перемещается вдоль шва, то получается тонкий валик. Такой нитевидный шов можно использовать как первый слой при многоходовом способе.
Когда электрод совершает поперечные колебания, то соединение становится более прочным. Колебательные движения обеспечивают хороший прогрев корня шва и его кромок. Амплитуда колебания позволяет получить шов заданного размера. Характер движения электрода при этом — возвратно-поступательный. Конец электрода может описывать разные фигуры — «лестницы», «треугольники», «елочки», «полумесяц», «петлю».
Выбор зависит от типов сварочных соединений. Например, для стыковых и угловых швов будет уместен «полумесяц», а «петля» обеспечит соединение тонких листов металла.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
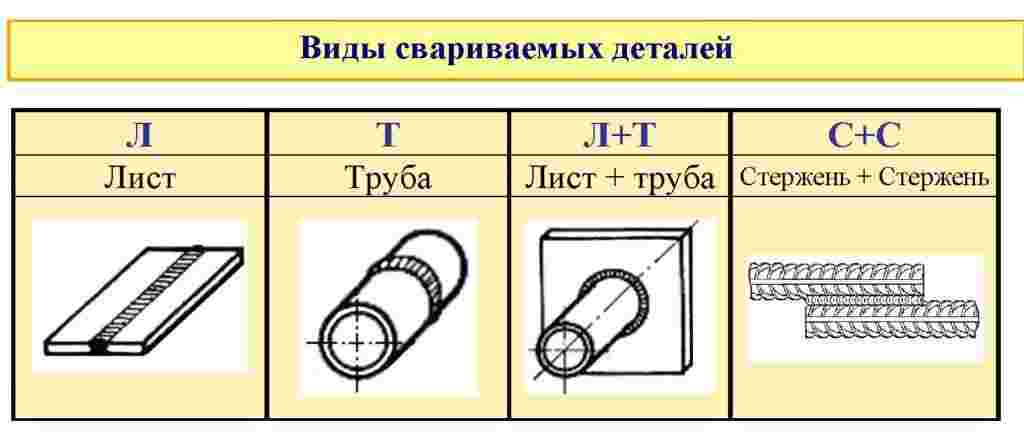 Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
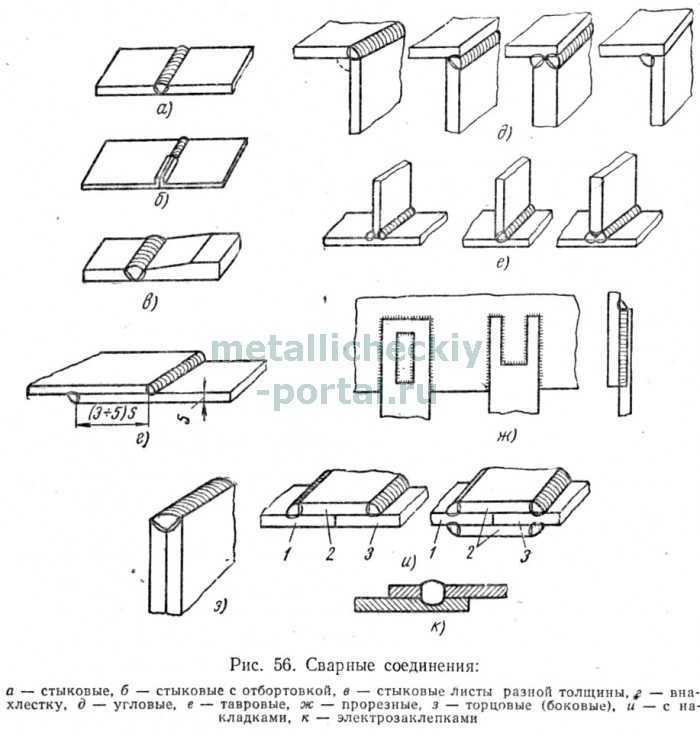
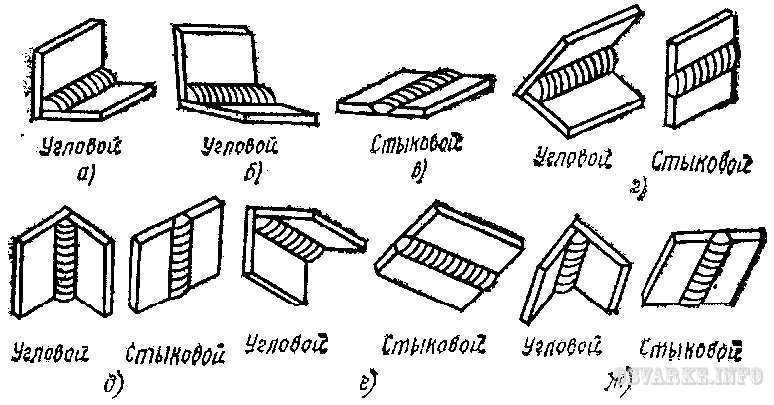
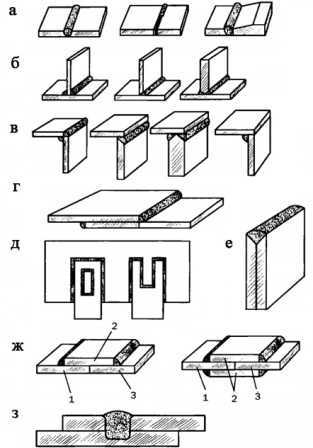
Виды соединений
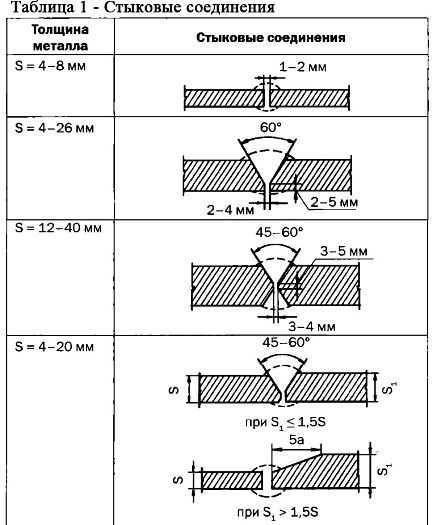
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
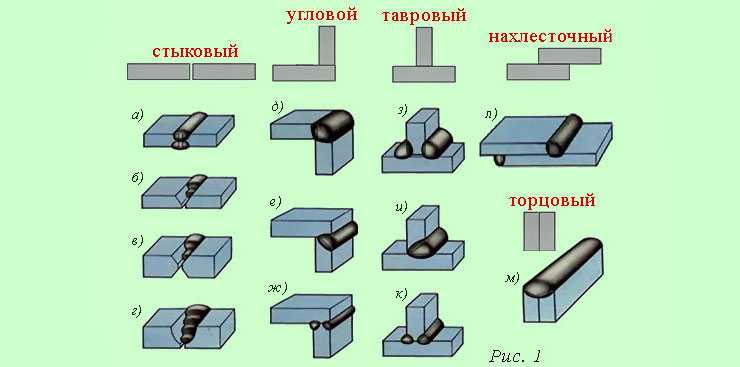
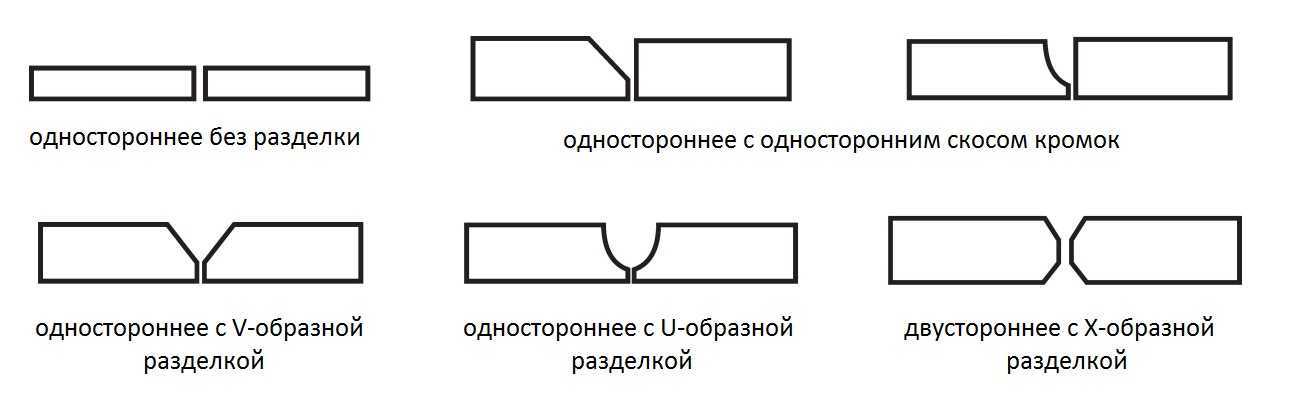
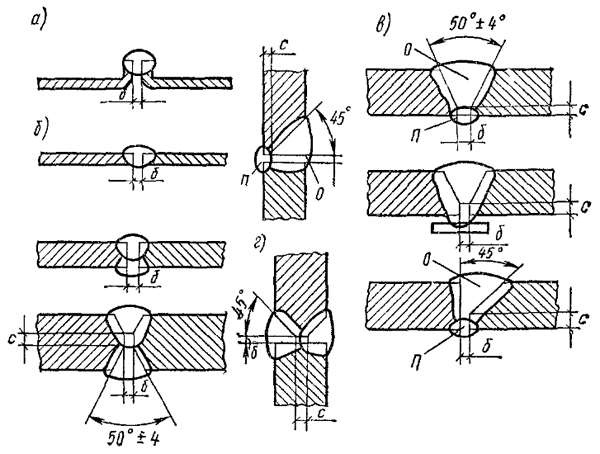
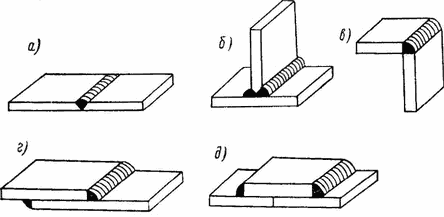
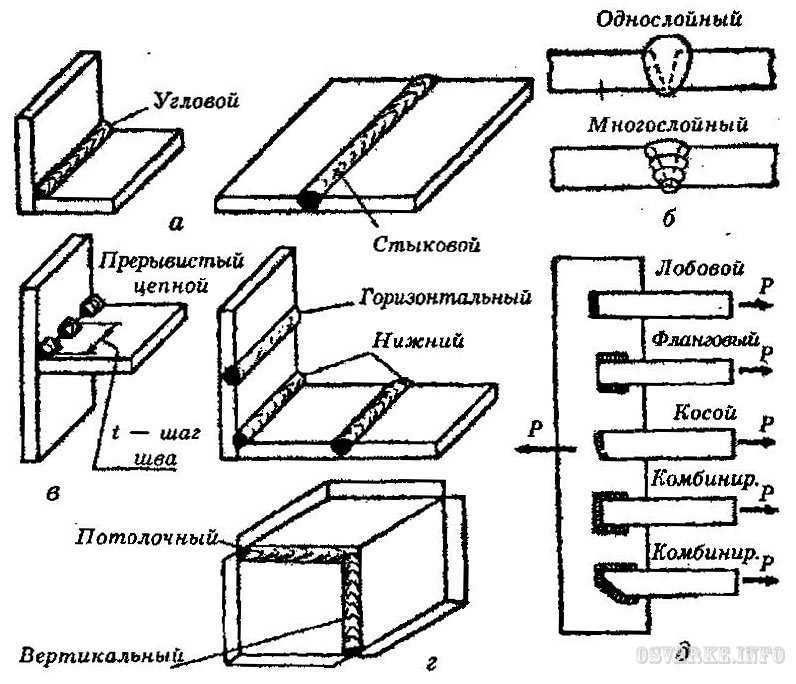
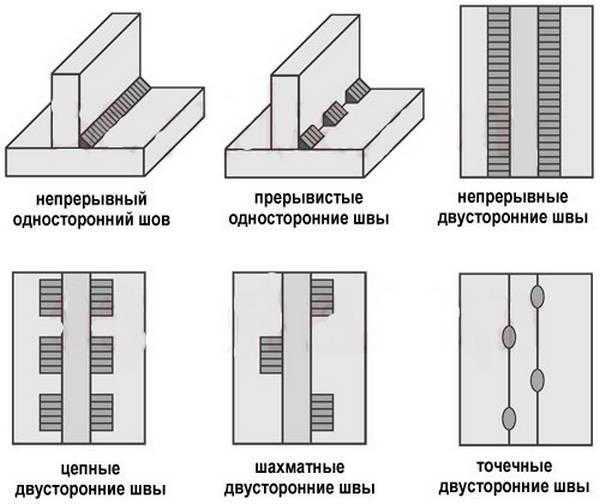
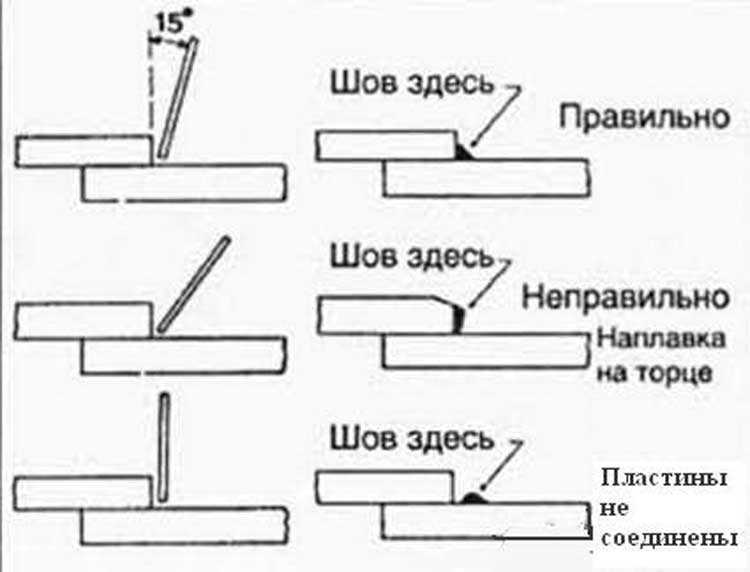
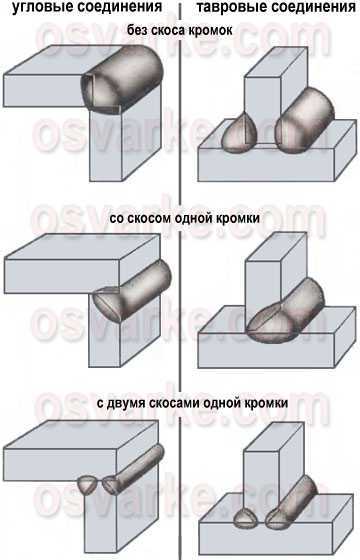
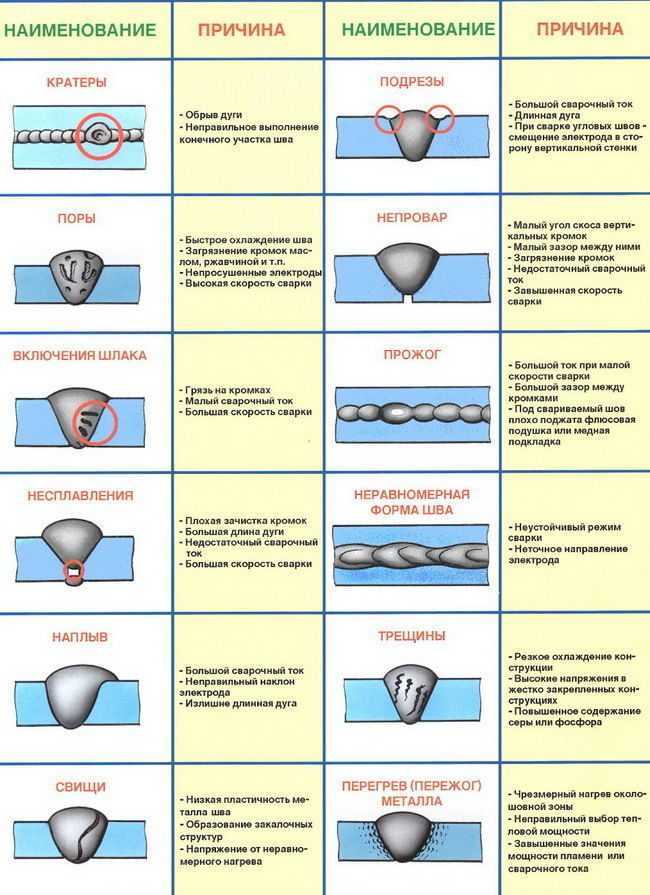
 Рис. 2. Стыковые соединения
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
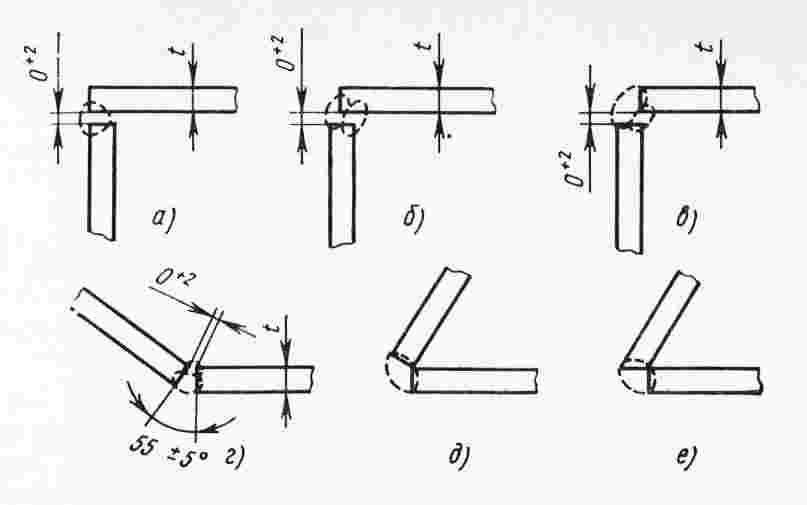 Рис. 3. Угловые соединения
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
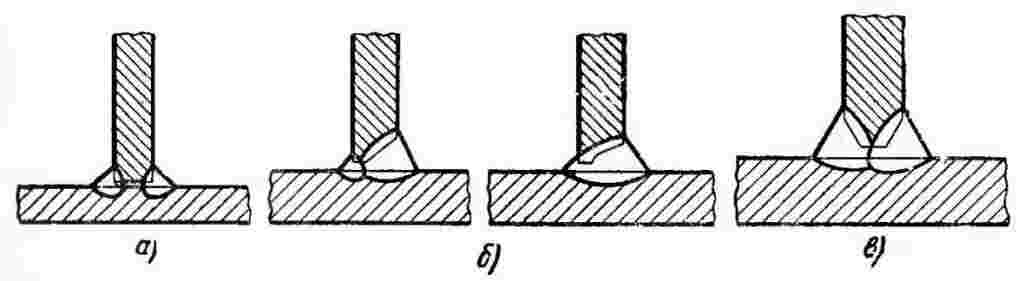 Рис. 4. Тавровое соединение
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
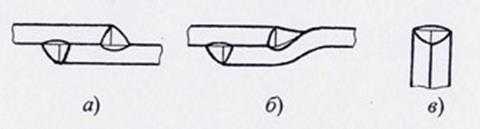 Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
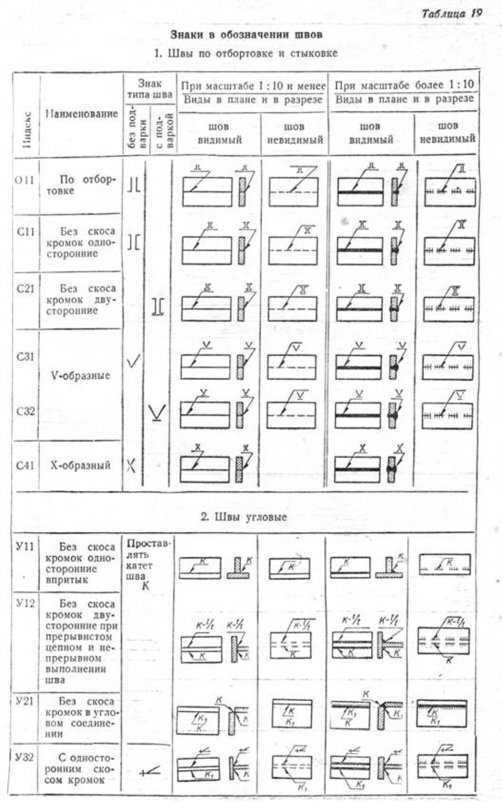
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Контроль качества готовой поверхности
Предъявляются следующие требования:
- на свариваемых торцах отсутствует пыль, ржавчина и окислы, следы лакокрасочного покрытия, масла;
- поверхность имеет ровную форму, без кривизны;
- отсутствуют перепады скоса, острые углы на кромках (выступы и углы закругляются при механической обработке);
- зазор между краями составляет 0,4 мм, а наклон фаски соответствует рекомендациям в зависимости от толщины заготовки.
Проверка состояния поверхности проводится визуальным методом. Для контроля геометрических параметров разделки используют штангенциркуль, угломер и универсальный шаблон сварщика (УШС-3).
Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Методы подготовки деталей зависят от толщины металла, типа соединения, регламентированы системой ГОСТ:
- 5264-80 – для ручной обычной сварки, 11534-75 – специально для острых углов;
- 14771-82 – электродуговой с использованием защитных газов;
- 8713-82 – полуавтоматической и автоматической с применением флюсов;
- 1533-75 – автоматической;
- 16098-80 – для сварки двухслойных заготовок;
- 16037-80 – частей трубопроводов и труб;
- 14806-80 – алюминия и алюминиевых сплавов в защитной среде.
Для электродуговой сварки применяется ручная, механическая, термическая обработка кромок. Лазерная требует тщательной очистки металла, края будущих швов после разделки дополнительно протравливают, затем промывают, просушивают.
Еще один важный нюанс: на скосах не должно быть острых краев, они могут стать причиной прожженных деталей или непроваренных швов. Острые края обязательно скругляют.
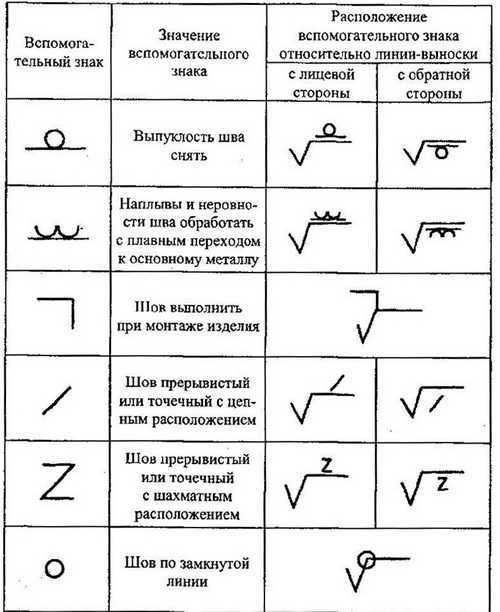
Обозначения
Геометрические параметры разделки определяются конструктивными характеристиками соединяемых деталей. Влияет на них и диаметр электрода или сварочной проволоки. Угол скоса должен давать возможность доступа инструмента к корню шва.
Основными параметрами являются:
- Зазор b. Наименьшее расстояние между торцами заготовок. Обычно его делают не больше 2-3 мм. Если конструктивные или технологические условия требуют большего зазора, то соединение выполняют с большим количеством присадочного материала, а также с использованием специальных траекторий движения горелки. Используют также метод нескольких проходов.
- Притупление C. Не скашиваемая нижняя часть торца. Оставляется для обеспечения заданной формы шовного материала. Служит также для снижения риска корневых прожогов. Если притупление по конструктивным или технологическим условиям оставляется менышим 1 мм или вовсе не делается, следует прибегать к специальным мерам.
- Угол скоса β. Острый угол, образуемый торцом заготовки и плоскостью кромки. Бывает от 10 до 30°. В случае одностороннего скоса может достигать 45°.
- Угол разделки α. Угол, образуемый плоскостями фасок обеих заготовок. Его назначение – обеспечение доступа электрода к корню шва. Равен удвоенному значению β.
Для предотвращения прожога при малых (или нулевых) значениях притупления принимают следующие меры:
- сварочные подкладки, исключающие прожог и вытекание расплава;
- подушка из флюса;
- выполнение предварительной подварки;
- формирование замкового шва.
Конструкторы и технологи должны стремиться к соблюдению нормативных значений зазора и притупления. Применение любых дополнительных операций и специальных методов ведет к росту трудоемкости, снижению производительности и повышенному расходу сварочных материалов. Все это негативно влияет на производительность и себестоимость сварочных операций.





Подготовка кромок магистральных и промысловых газопроводов (СТО Газпром 2-2.2-136)
Геометрические параметры торцов труб, СДТ, ЗРА должны соответствовать ТР-1 – ТР-23 Таблица А8
Свариваемые кромки и прилегающие к ним внутренние и наружные поверхности свариваемых элементов должны быть зачищены механическим способом шлиф машинкой на ширину не менее 15 мм. (п 10.2.13)
Допускается производить резку труб, в т.ч. для выполненияспециальных сварных соединений (захлестов и др.), с применением оборудования механизированной орбитальной газовой или воздушно-плазменной резки с последующей механической обработкой торцов труб станком подготовки кромок или шлиф машинками до требуемой разделки при этом, металл должен быть сошлифован на глубину от 0,5 до 1,0 мм, а внутреннее усиление заводского шва должно быть сошлифовано «заподлицо» с внутренней поверхностью трубы (п.10.2.7)
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Предварительная подготовка для сварки металлической поверхности
В процессе предварительной подготовки свариваемых металлических элементов производятся следующие мероприятия:
- правка, разметка материала;
- резка металла;
- подготовка к соединению кромок изделия;
- гибка металла горячим, холодным способом.
Подготовка металла может производиться ручным, механическим способами:
- ручная обработка осуществляется на специализированных правильных плитах, выполненных из чугуна, стали. При этом используется винтовой ручной пресс, правка выполняется ударами кувалды;
- механическая правка выполняется на листоправильных вальцах;
- правка угловой стали осуществляется на правильном прессе;
- обработка швеллеров, двутавровых элементов производится на ручных, механических правильных вальцах;
- разметка материала определяет будущую фигуру изделия;
- резка механическая металлических листов может быть прямолинейной, криволинейной. Для этого предназначены специальные ножницы роликовые, оборудованные ножами дискового типа;
- резка заготовок из углеродистых сталей осуществляется дуговой плазменной или газокислородной резками, механическим или ручным способом;
- резка заготовок из легированных сталей производится дуговой плазменной или флюсовой газовой резкой.
Важно! При сварке металл самой конструкции, присадочный материал должны в обязательном порядке предварительно зачищаться от различных загрязнений, конденсата, сколов, жирных, масляных пятен, ржавчины. Присутствие на поверхности свариваемых деталей любых загрязнений способствует формированию в швах пор и шлаковых отложений, которые значительно ухудшают качество, прочность соединения
Присутствие на поверхности свариваемых деталей любых загрязнений способствует формированию в швах пор и шлаковых отложений, которые значительно ухудшают качество, прочность соединения.



