Необходимые средства защиты кожи и глаз
Приступая к работам, сварщик должен использовать следующие принадлежности, исключающие травмирование:
- Рабочий костюм. Специальная одежда выдается предприятием. Она шьется из огнеупорных тканей – брезента, замши, спилка. Костюмы из синтетических тканей запрещены к применению. В зимнее время надевают суконную одежду.
- Рукавицы или перчатки. Наиболее качественными являются замшевые изделия. Брезент быстро сгорает, поэтому менять рукавицы придется часто.
- Обувь, изготавливаемую из разных материалов. Чаще всего предприятия выдают работникам кирзовые сапоги или ботинки с прорезиненной подошвой. Обувь не должна иметь гвоздей, повышающих риск поражения током.
- Сварочную маску. Применять изготовленные своими руками щитки нежелательно. Даже небольшая щель в маске способна привести к поражению органов зрения.
Перемещение и угол наклона электрода
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.
Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
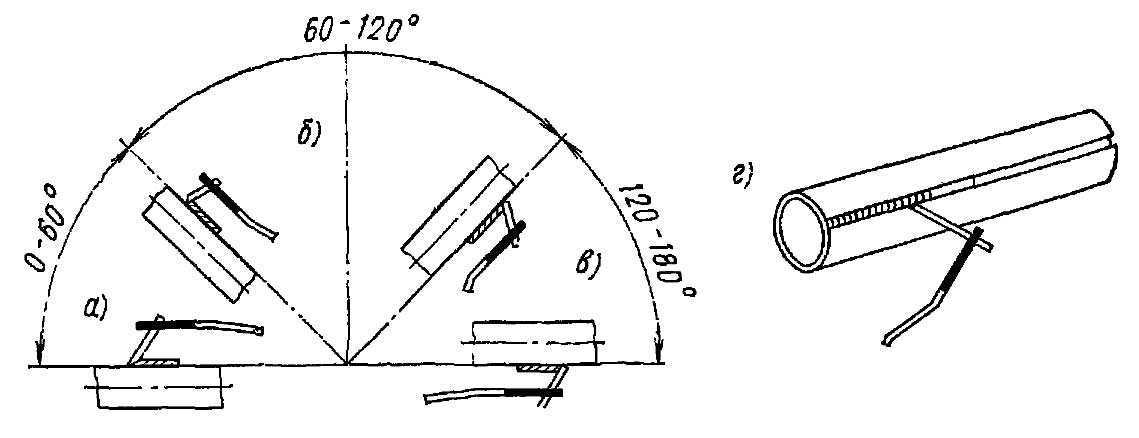
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
Двигаться им можно в разнообразнейших направлениях — на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги
Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.
Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.

Пошаговая инструкция по проведению сварочных работ
Перед началом сваривания необходимо проверить место проведения работ на соответствие технике безопасности. На участке не должно быть лишних предметов, особенно легковоспламеняющихся, луж с водой, разлитого масла.
Следует проверить на исправность и подключить оборудование. Плита должна быть заземлена. На деталь цепляется зажим с соответствующим значением тока. Заготовка подготовлена к сварке, если выполнены следующие действия:
- места соединений зачищены;
- заготовка установлена на сборочную плиту или стеллаж и закреплена;
- детали соединены между собой прихватами или зажаты в специальном устройстве.
Начинать варить следует после полной подготовки места, оборудования и инструмента.
Инструменты и средства защиты
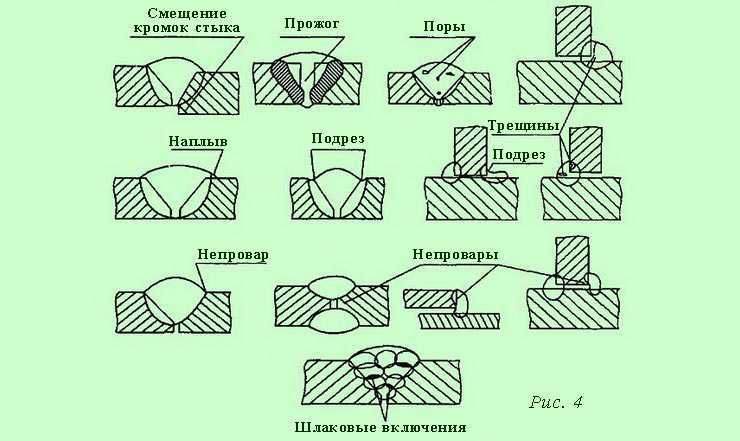
Кроме зажима для электродов у сварщика всегда должен быть с собой тонкий металлический молоток, чтобы отбивать шлак. Шов проверяется на наличие непроваров, подрезов, волчков. При необходимости режим работы можно изменить.
Сварка относится к числу вредных и опасных работ
Соблюдение техники безопасности особенно важно для начинающих работников, которые еще не имеют практических навыков. При проведении сварочных работ можно получить повреждения разного типа: поражение током, ожоги, поражение глаз, отравление парами при сгорании флюса
Обязательные средствами защиты для сварщика при работе являются:
- маска;
- рукавицы или перчатки;
- штаны и куртка;
- рабочие ботинки;
- брезент.
Маска с темным стеклом защищает глаза от слепящего света, возникающего при сваривании. Рукавицы и костюм из негорючих материалов закрывают кожу от брызг металла и искр.

Инструменты и средства защиты
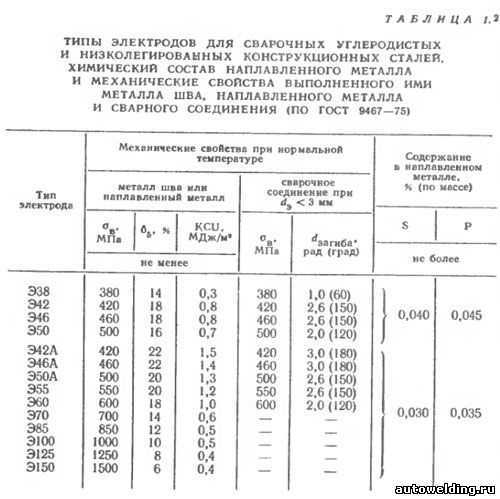
Какие электроды использовать
Толщина металла и количество накладываемых швов определяют диаметр электрода. При сварке деталей большой толщины корневой шов прокладывается тонким электродом 2–3 мм. В дальнейшем используют четверку. При толщине листа более 20 возможно применение электрода диаметром 6 мм.
Для сваривания конструкций из низколегированных сталей, применяют электроды с обмазкой марок: УОНИ, ОЗС, АНО. Они широко используются в создании строительных конструкций, при прокладке трубопроводов и сварке других деталей, к которым предъявляются высокие требования в прочности соединений.
При сварке высоколегированных и углеродистых старей специалисты рекомендуют использовать хромоникелевые электроды марки ЭА 395.
Качественную сварку цветных металлов производят с помощью рутиловых электродов серии МР 3С. Вольфрамовые неплавящиеся марки WC 20 подходят для соединения деталей из сплавов цветных металлов.
Хромоникелевые и рутиловые электроды рекомендуют для обучения процессу сварки. Они легко зажигаются, хорошо держат дугу.
Подготовка
Перед началом работы следует провести подготовку металла под сварку. Поверхность заготовки должна быть очищена от грязи, масел, ржавчины. Пленки окислов удаляются химическим путем непосредственно перед сваркой.
Если толщина шва превышает 3–5 мм, следует разделать кромки на станке, сняв их под углом 45⁰.
Свариваемые детали соединяются прихватами. При массовом производстве могут использоваться специальные приспособления.





Зачистка места соединения
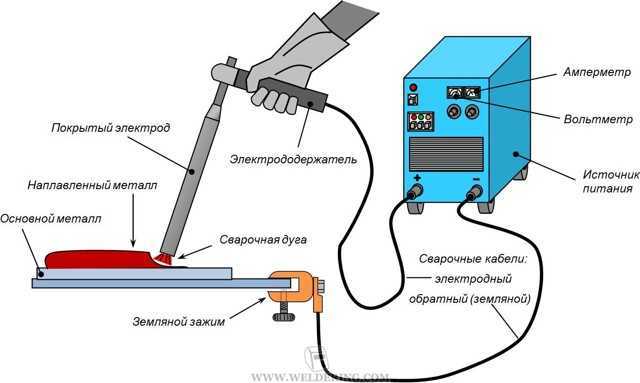
Подключение
Перед работой проверяется состояние оборудования и заземление. Затем к детали подключается 0 или минус, в зависимости от типа применяемого тока. Оборудование включается в сеть и производится настройка режимов. После этого вставляется электрод, включается сварочный аппарат.
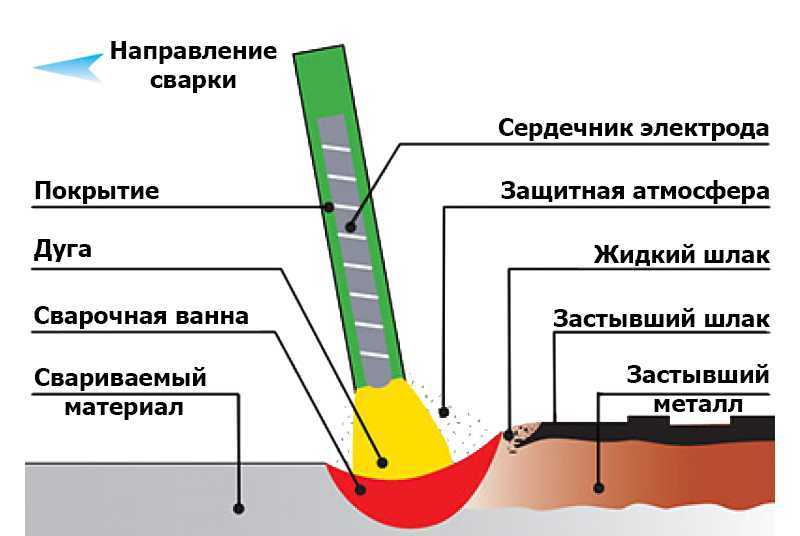
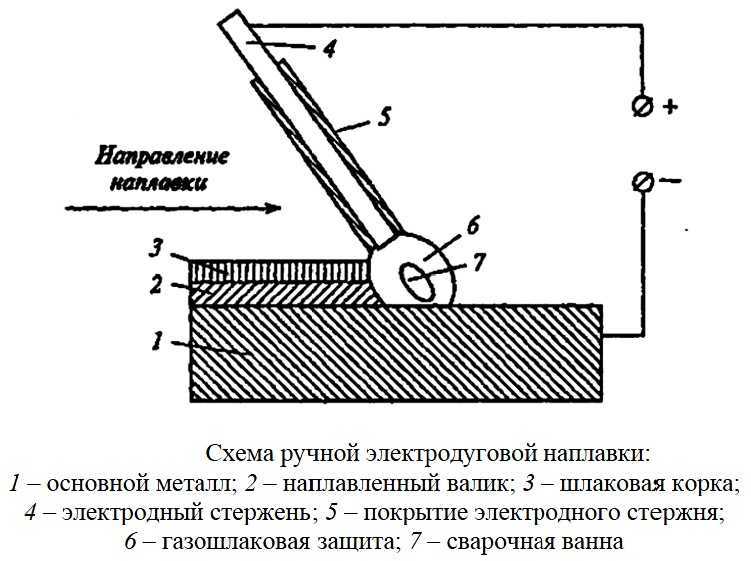
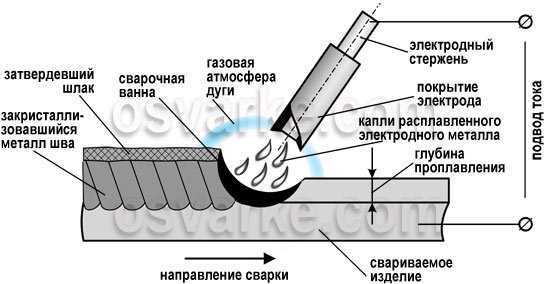
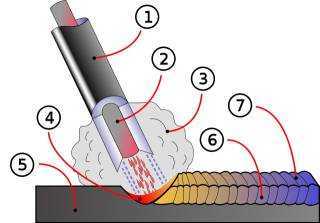
Сварочный процесс
Перед тем как варить аппарат настраивается на нужный режим работы в соответствии с толщиной, материалом детали и рекомендованными для электродов токами. После этого можно приступить непосредственно к сварке.
- Зажечь дугу.
- Нагреть сварочную ванну.
- Электродом перемещать расплавленный металл вдоль шва, обеспечивая соединение кромок.
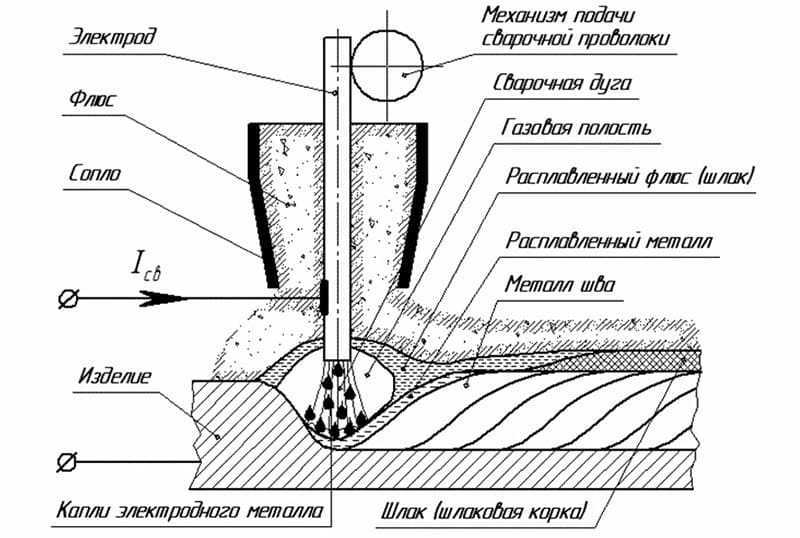
Во время проведения работ следует следить, чтобы флюс не оставался в шве, а расплавлялся и всплывал.
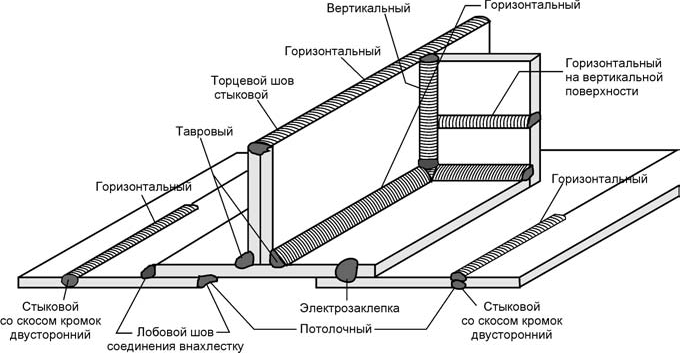
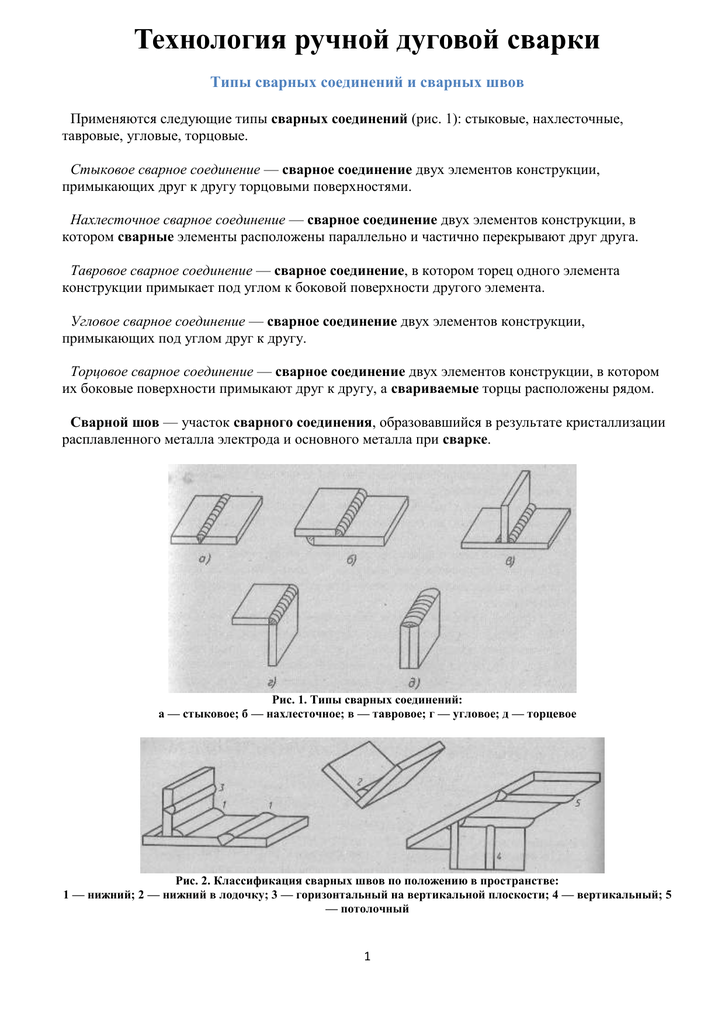
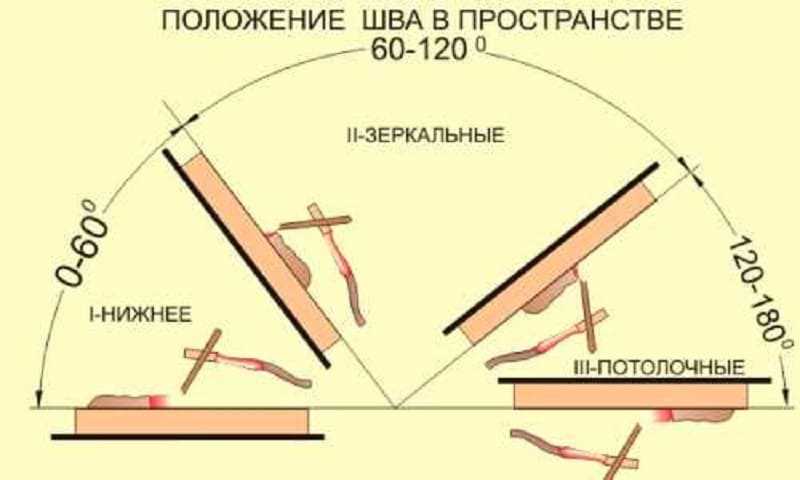
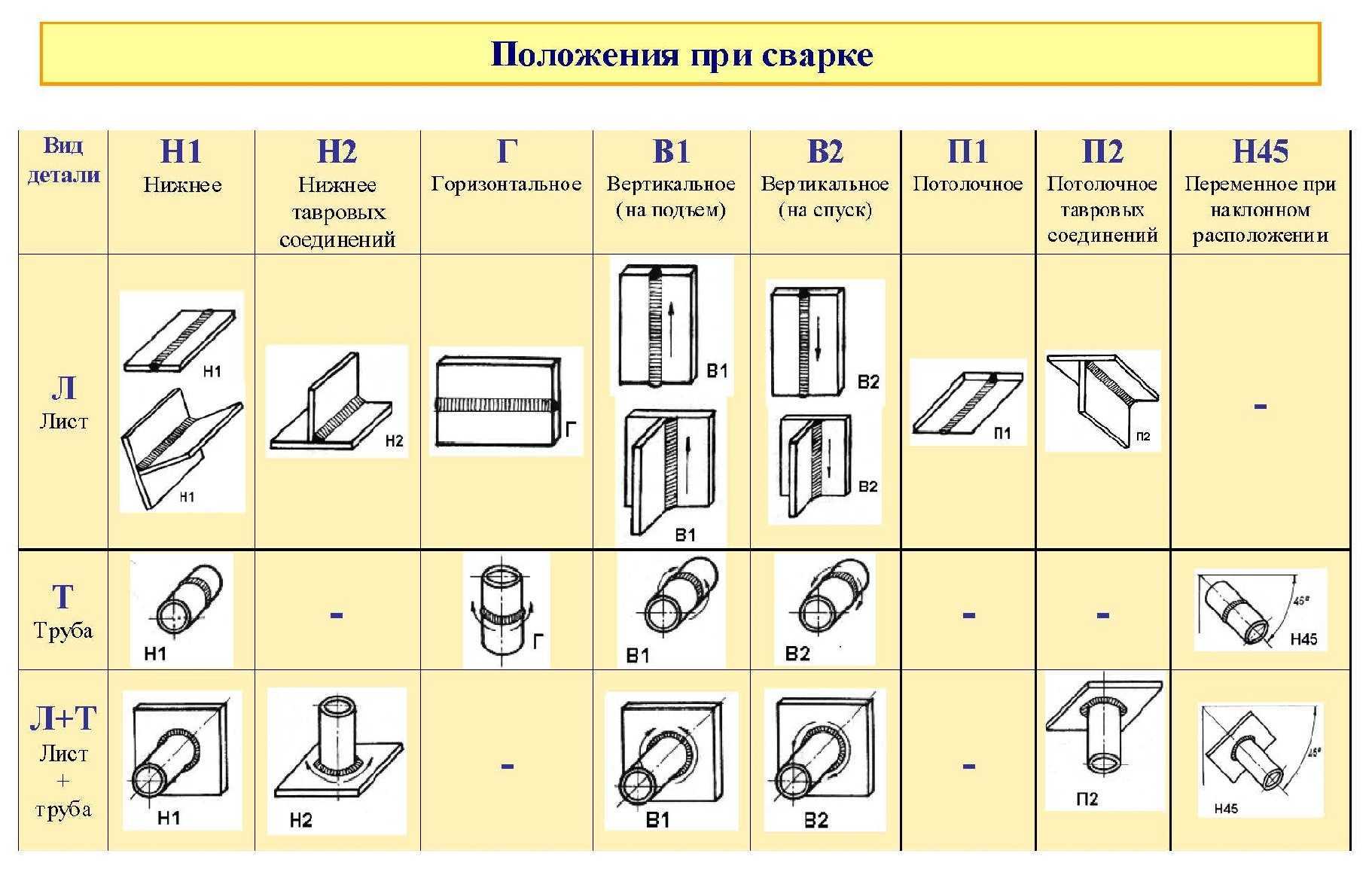
Как нужно варить швы в разных положениях
Перед тем как приступать к ручной дуговой сварке покрытыми электродами, стоит рассмотреть ее технологию и способы проведения. Этот процесс может выполняться в разных пространственных положениях, и каждый способ обладает важными отличительными особенностями.

Нижнее положение
РД по сварке в нижнем положении рекомендует проводить полное проплавление сечений. Чтобы это получить, требуется надежно зафиксировать свариваемые элементы. Это сможет поддерживать подходящие параметры сварочной области. Чтобы повысить качество можно подложить съемные подкладки из медной основы.
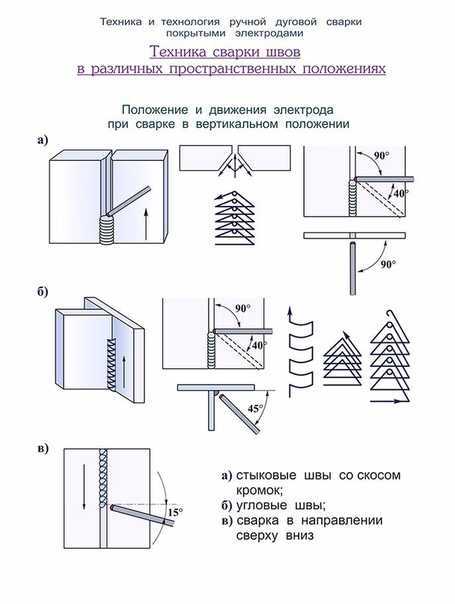
Вертикальное положение
РД по сварке металлоконструкций в вертикальном положении осложнено тем, что расплавленные металлы под воздействием силы тяжести будут стекать вниз. Это может негативно отразиться на качестве сварного шва.
Именно по этой причине сварочный процесс в вертикальном положении выполняют сверху вниз, чтобы расплавленный металл стекал на уже сформировавшийся сварной шов. Однако данная технология значительно замедляет скорость выполнения сварочных работ. Часто для нее применяют специальные электроды.
Потолочное положение
Создание швов и наплавка валов ручной дуговой сваркой в данном положении достаточно тяжелый процесс. Чтобы расплавленный металл не стекал и не капал вниз, требуется создать силу поверхностного натяжения. Она сможет удерживать жидкий металл, но при условии, если последний будет иметь небольшую массу.
Опытные сварщики советуют при проведении сварочного процесса в потолочном положении максимально уменьшить размеры сварочной ванны. Чтобы это осуществить требуется постоянно прекращать сварочные работы, чтобы расплавленный металл смог нормально кристаллизоваться.
РД на сварные швы является популярным и проверенным способом, который применяется уже на протяжении длительного времени. Сварочный процесс обладает простой и легкой технологией, которая не требует большого опыта. Оборудование и материалы, которые используются для проведения сварочных работ стоят дешево, а их использование не вызовет особых сложностей. А главное этот метод прекрасно подходит для бытовых и производственных работ.
Особенности применения инверторов
Инверторный метод сваривания заготовок из металла предполагает использование специального оборудования, посредством которого устанавливается требуемый режим рабочей дуги.
При сварке металла инвертором оператор частично освобождается от ряда ручных манипуляций и получает большую свободу действий
В этом случае важно правильно выбрать рабочий ток, зависящий от таких факторов, как диаметр используемого электрода, тип образуемого соединения и угол, под которым ведётся сварка
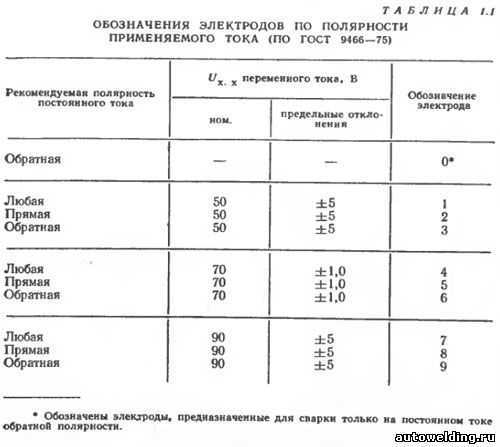
К особенностям работы с таким оборудованием следует отнести важность выбора нужной полярности подключения сварочного аппарата к электродному стержню и самой детали. От этого фактора зависит, что будет сильнее прогреваться в процессе сварки – сама заготовка или электрод
Соответственно этому выбирается толщина металла, который предполагается обрабатывать в каждом конкретном случае.


Так, прямая полярность (минус подключён к электроду) позволяет обрабатывать заготовки металла толщиной от трёх миллиметров и более. Обратным током (плюс на электроде) пользуются при сварке тонкого металла с целью снижения рисков его прожога.
Тип, питание, мощность
Рассмотрим еще три главных аспекта, которые нужно учитывать при выборе сварочного оборудования. Первый аспект – это тип оборудования. Оно может быть бытовым, профессиональным или промышленным. Бытовые модели могут работать в непрерывном режиме не больше тридцати минут, после чего им требуется перерыв в один час. Профессиональные агрегаты могут спокойно трубится в течении восьми часом, без перерыва. А что касается промышленный аппаратов, то им требуется лишь короткий технический перерыв. А так они могут работать в течении нескольких смен подряд.
Если говорить о питании, то здесь тоже имеется несколько вариантов. К примеру, однофазные агрегаты рассчитаны на 220 Вольт, а это значит, что их можно подключать к обычной электрической розетке. Такой тип питания свойственен маломощным приборам, которые пользуются большой популярностью из-за доступности использования. Тем не менее, следует помнить, что они все-таки создают дополнительную нагрузку на сеть, так как потребляют очень много мощности.
Трехфазные аппараты рассчитаны на розетки в 380 Вольт, которые чаще встречаются в специализированных мастерских и производственных цехах. Такие розетки способны обеспечить большую мощность, но в бытовых условиях они не встречаются.
Также есть модели сварочных аппаратов, которые могут работать сразу в двух режимах. Они хоть и стоят дороже, но являются более практичными, хотя в случаях, когда трехфазная розетка использоваться не планируется, нет смысла переплачивать.
Если говорить о мощности, то от нее зависит то, с какой толщиной заготовки сможет работать аппарат. Из этого следует, что чем больше будет мощность, тем более толстую деталь можно будет подвергнуть обработке. Определить параметр предельно просто. Нужно лишь найти в справочнике нужную силу тока для определенной толщину металла. После этого силу тока умножают на напряжение. Полученный результат необходимо разделить на КПД сварочного агрегата: для трансформаторов – это 0,6, а для инверторов – это 0,8. Полученное значение и есть мощность сварочного оборудования.
Техника безопасности при ручной дуговой сварке
- Рабочее место следует оградить
- Горючие и легковоспламеняющиеся материалы должны находиться как минимум на расстоянии 10 метров от места выполнения сварочных работ
- Обязательно наличие спецодежды
- Сварка осуществляется в специальных рукавицах
- Недопустимо выполнение работы без маски, она должна быть без каких либо повреждений
- Рядом с местом сварки должно находиться средство для пожаротушения
- Рабочая зона должна хорошо освещаться.
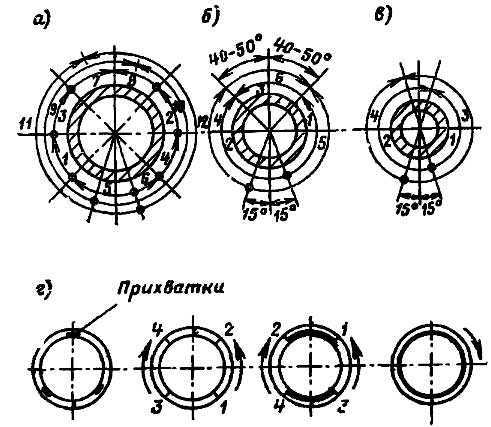
Начало настройки сварочного аппарата
После закалки электродов, необходимо настроить силу тока для работы. Она зависит от размера стенок свариваемых труб. При этом необходимо подобрать силу тока так, чтобы электроды не заливало шлаком или металлом при работе наверху.

Основные настройки сварочного полуавтомата.
При этом стоит обращается внимание на то, что в случае изменения полярности (когда электрод становиться «+», а труба «-»), расплавленный металл пойдет в направлении объекта сварки
Важно отметить, что такой процесс есть только при сварке постоянным током. Далее электрод зажигается, и им расплавляют кромки (этот процесс обычно называется разделкой), в результате чего между ними появляются перемычки
Затем необходимо образовать короткую дугу и слегка прикоснуться к фаскам. При этом касания должны быть одинаковыми для обеих сторон. В процессе сварки молекулы металла с электрода двигаются к объекту, а затем, «перевешиваясь» за перемычки, образуют внутренний валик. В дальнейшем следует продвигаться, не двигая на себя электроды, т.е. не увеличивая зазоры. При этом электрод должен быть перпендикулярен поверхности объекта и слегка наклонен относительно оси объекта
Далее электрод зажигается, и им расплавляют кромки (этот процесс обычно называется разделкой), в результате чего между ними появляются перемычки. Затем необходимо образовать короткую дугу и слегка прикоснуться к фаскам. При этом касания должны быть одинаковыми для обеих сторон. В процессе сварки молекулы металла с электрода двигаются к объекту, а затем, «перевешиваясь» за перемычки, образуют внутренний валик. В дальнейшем следует продвигаться, не двигая на себя электроды, т.е. не увеличивая зазоры. При этом электрод должен быть перпендикулярен поверхности объекта и слегка наклонен относительно оси объекта.
В случае, если электрод неправильно подобран, возможен такой вариант, при котором объект не успеет остыть и сварочный шов от сварки просядет, образуя провис. Если же допущена ошибка и электрод оттянут от трубы, металл может провалиться. Поэтому необходимо постоянно осуществлять контроль над технологическим окном. Именно наличие этого отверстия указывает на правильность процесса и на наличие провара. При этом отверстие (технологическое окно) должно иметь относительно стабильный небольшой размер, около 3 мм. В случае, если у окна будет больший диаметр, то это приведет к образованию провиса.
После выполнения сварки корня, поверхность зачищается.
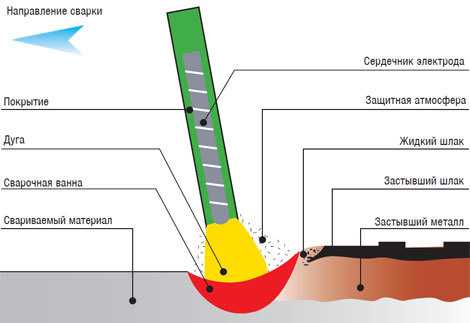
Положение электродов во время работы
От правильного положения и траектории движения электрода во время ручной дуговой сварки напрямую зависит как качество соединения, так и производительность работы сварщика
Наиболее распространены траектории, ориентированные вдоль оси электрода. Движение таким образом помогает поддерживать оптимальный дуговой зазор. Слишком короткая дуга вызывает перегрев рабочей зоны, разбрызгивание металла и прилипание электрода. Слишком длинная дуга может вызвать непровар, появление пор или угасание дуги.


https://youtube.com/watch?v=Ajetr7ndrA0
Далее следует освоить равномерное движение вдоль линии соединения деталей. Если движение будет строго поступательным, получится ровный и тонкий шов, ширина которого может превышать диаметр электрода не более чем в полтора раза. Такую траекторию используют для сваривания листов и профилей малой толщины, при исполнении многослойных соединений.
Следующий тип траектории — к продольному движению добавляются короткие поперечные перемещения, напоминающие очень плотную строчку «зигзаг» на швейной машинке
Здесь также очень важно следить за тем, чтобы в крайнем положении каждого «стежка» не увеличивался дуговой зазор
Ширина такого сварочного соединения может в три, а у опытного сварщика — и в пять раз превышать диаметр электрода.
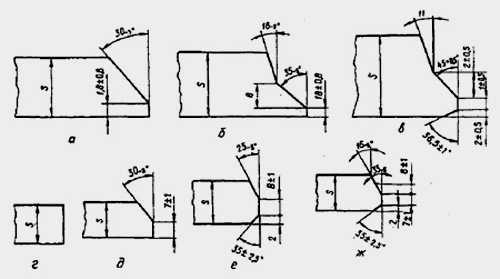
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия
Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами
Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты — шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.
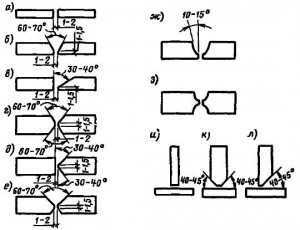
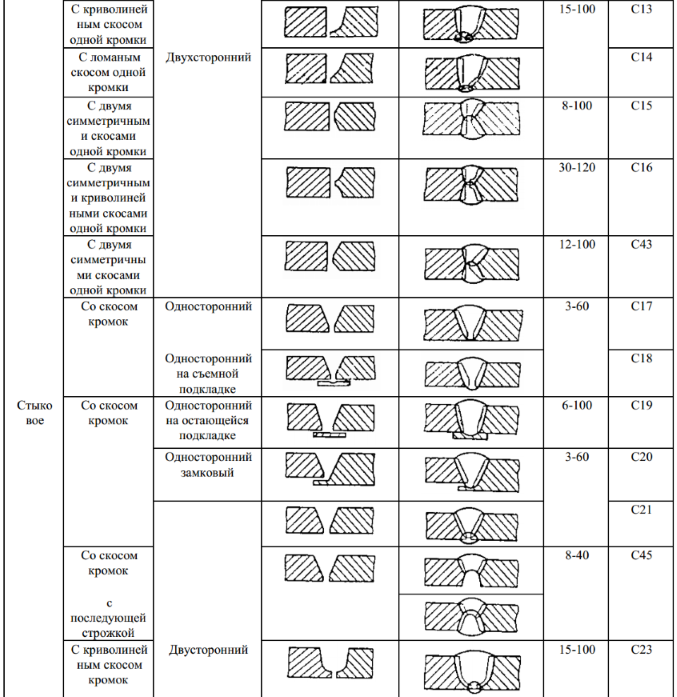
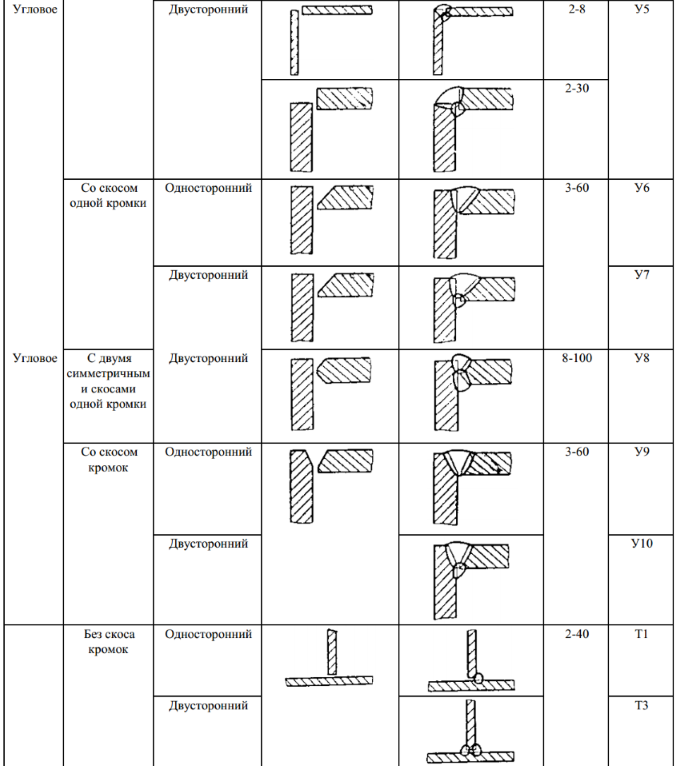
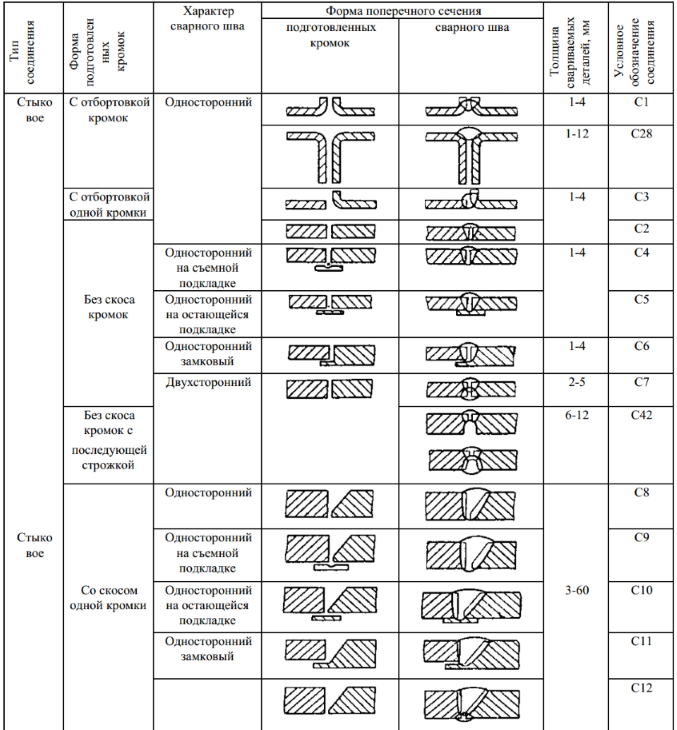
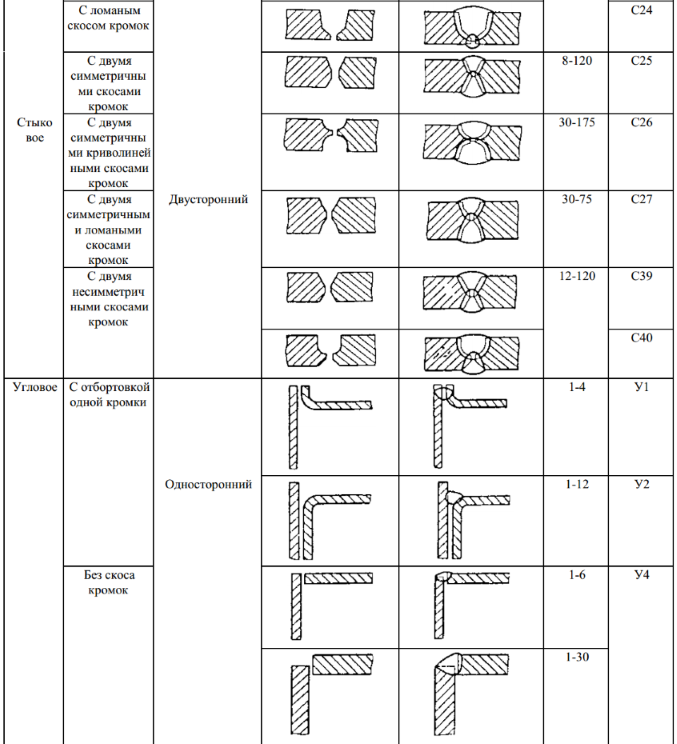
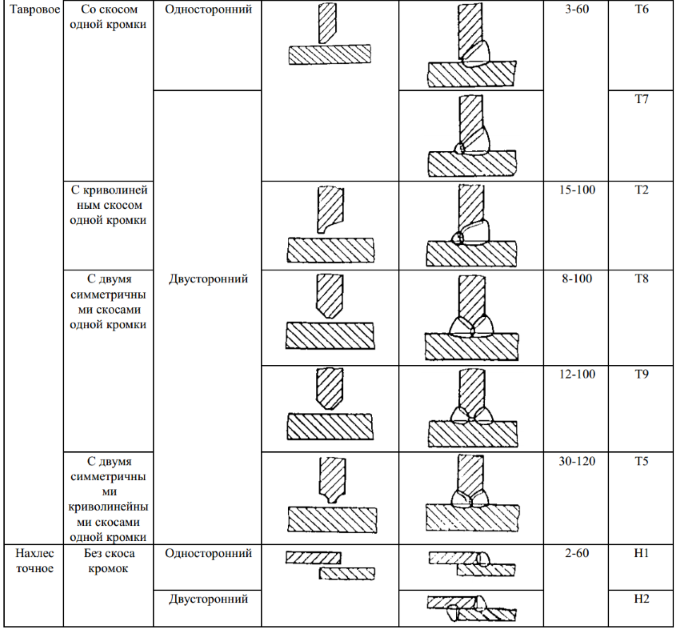
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы «V». Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной — 50.
- Двухсторонний скос обеих кромок напоминает букву «X». Применяется для изделий, имеющих толщину 10-60 мм. Угол — 60 градусов.
- Скос в виде буквы «U» выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы «К» применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй — односторонний.
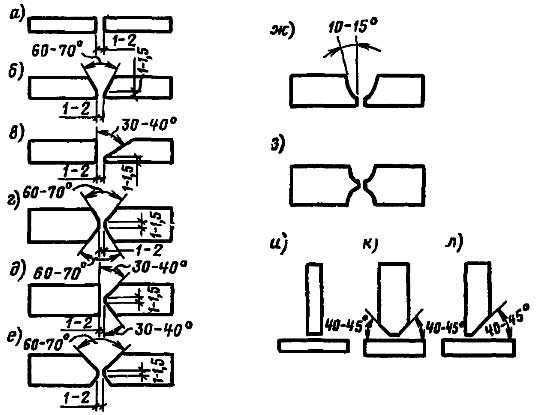
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант — подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб — 60-70 градусов. Притупление делают на размере 2-2,5 мм.
Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Техника безопасности
В процессе сварки необходимо соблюдать меры безопасности:
- использовать защитный щиток, одежду и рукавицы из негорючих материалов;
- подключать оборудование к исправной сети переменного тока;
- применять сварочный аппарат с контуром заземления;
- не использовать шнуры с поврежденной или отсутствующей изоляцией (длина соединительных проводов должна быть не более 10 м);
- оснастить рабочее место вентиляцией и предусмотреть защитные экраны;
- при сварке в помещении с повышенной влажностью использовать резиновый коврик;
- не работать там, где складируются легковоспламеняющиеся жидкости (например, моторное топливо или масло);
- для удержания деталей применять специальные зажимы.
Какие электроды используют для сварки чугуна?
Чтобы заварить чугун, можно использовать разные электроды. Учитывая их особенности можно сделать прочный шов без порчи материала. О каждом из видов электродов нужно поговорить подробнее.





Сварка обычными электродами
Чтобы сэкономить на проведении работ, сварщики иногда используют обычные стальные электроды. Однако стальные прутки не используется для создания швов, которые будут подвергаться повышенным нагрузкам. Сваривать детали необходимо вразброс, чтобы не перегреть материал.

Обычные электроды для сварки
Сварка чугунными электродами
Сварка чугунных деталей стержнями из аналогичного сплава подходит для холодной технологии. Чтобы улучшить качество соединения, требуется предварительно нагреть сплав. Для сваривания применяется переменный, постоянный ток.
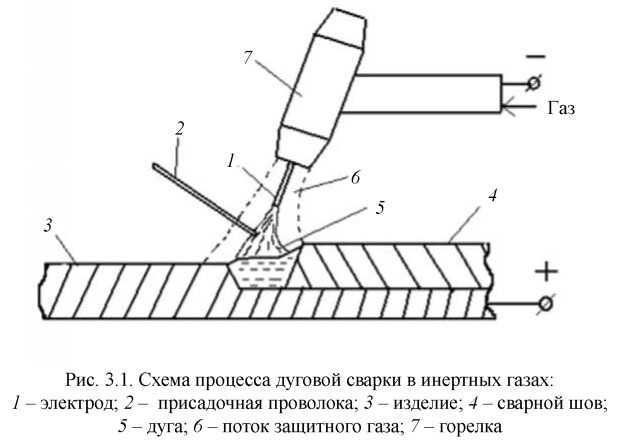
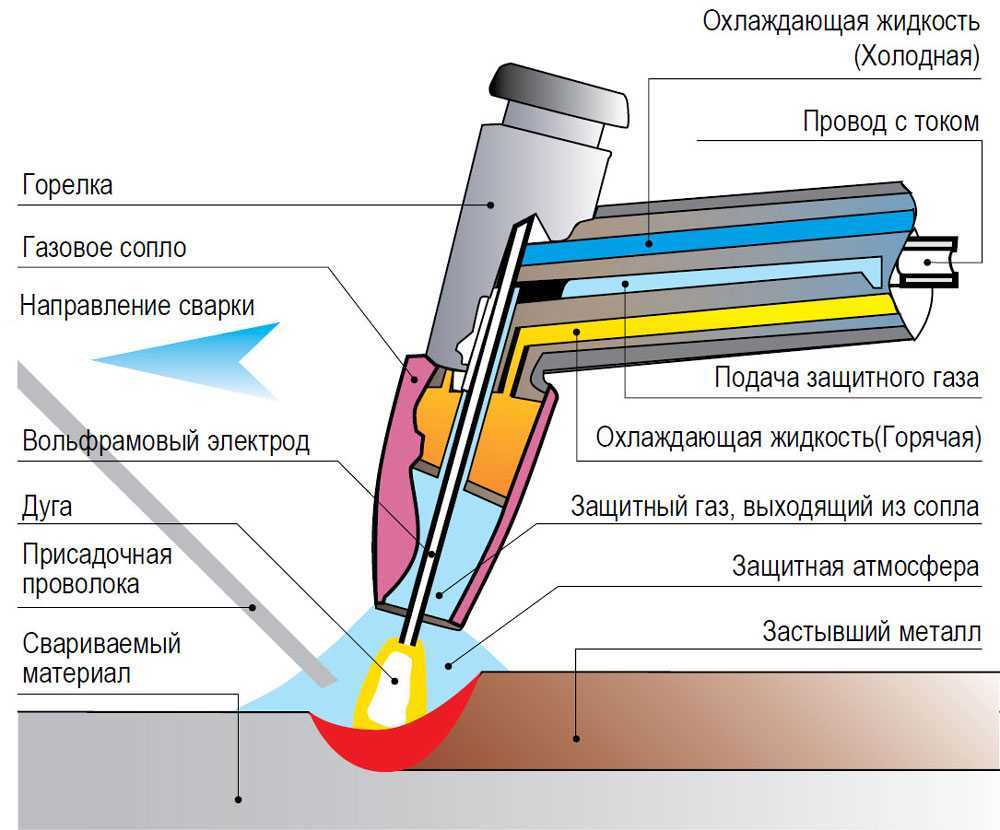
Сварка неплавящимися электродами
Работа с неплавящимися стержнями представляет собой сваривание деталей с использование защитной среды (в рабочую зону подается аргон), с применением флюсов. Помимо газа, защитных составов на основе флюсов, используются присадочные материалы. Это могут быть стержни из чугуна, алюминия, меди. Сварщик должен учитывать ряд правил:
- Предварительно очищать рабочие поверхности от грязи.
- Детали закрепить несколькими точками.
- Подавать присадку под углом в 30 градусов.
- Постепенно охлаждать заготовки после проведения работ.
Основной способ соединения заготовок, для получения швов высокой прочности.
Электроды по чугуну своими руками
Если нет возможности купить специальные стержни для сварочного аппарата, можно попробовать сделать их самостоятельно. Пошаговая инструкция:
- Купить медную проволоку не более 5 мм по диаметру. Зашкурить ее мелкой наждачкой, обезжирить.
- Очистить обычные электроды от покрытия. Получившийся порошок перемешать с железным порошком. Пропорции – 1:1. Добавить силикатный клея, тщательно смешать компоненты.
- Медную проволоку обмазать клейкой смесью. Ее слой не должен превышать 2 мм.
- Высушить самодельные электроды на свежем воздухе.
- Закалить стержни в духовке при температуре 250 градусов.
С готовыми расходниками работать так же, как с покупными стержнями.
Недостатки
Важно учитывать, что стыковая сварка уголка и других металлических изделий имеет негативные качества. По сравнению с преимуществами их не так много, но все же не стоит про них забывать
Среди основных недостатков можно выделить:
- при проведении сваривания наблюдаются достаточно большие затраты на электрическую энергию. Во время плавления материала необходимо постоянно подавать ток с высокими показателями напряжения;
- повышенные требования к параметрам свариваемых изделий из металла;
- используемое оборудование имеет высокую стоимость. По этой причине данная технология не проводится в домашних условиях.