
Как сделать станок своими руками?
Чтобы наточить фуговальный нож, необходимо использовать специальные точильные станки
Это особенно важно, когда фуговальное, строгальное и прочее деревообрабатывающее оборудование используется часто. Точильный станок имеет компактные размеры, его можно установить даже в гараже или небольшом сарае на дачном участке
Перед началом сборки необходимо приготовить соответствующие инструменты, которые будут использоваться во время сборки точильного станка:
- стол, на котором будет проводиться работа;
- планшайба;
- пылесос;
- двигатель;
- кожух для станка.
Начинать сборку станка надо с поиска подходящей планшайбы. Она является одной из важнейших деталей для точильного станка. Все фуговальные ножи довольно узкие, поэтому точить их можно только при помощи планшайбы подходящего типа. Тогда работа по заточке будет качественной, безопасной, быстрой. Планшайба занимает основную часть стоимости всего оборудования. Сделать точильный станок самостоятельно выгоднее, дорогих деталей для него не потребуется. Изготовление вполне будет оправдано, если придется часто проводить деревообработку.
Планшайбы надо покупать новые, рекомендуется брать элементы американского либо немецкого производства. У них самое высокое качество, а стоимость колеблется на уровне 25 000 руб. Далее необходимо подобрать двигатель для будущего точильного станка, лучше всего брать мотор на 1-1,5 кВт, можно использовать даже подержанный элемент. Для станка отлично подходят моторы от старых стиральных машин, но предварительно надо убедиться в работоспособности двигателя.
Необходимо обязательно предусмотреть наличие кнопки для включения/выключения станка. Располагаться она должна в зоне доступности руки. Планшайба сверху накрывается кожухом, который изготавливается в виде квадрата. Один угол кожуха надо срезать, так как с этой стороны будет производиться заточка фуговальных ножей своими руками. В нижней части столешницы делается отверстие, оно будет предназначено для трубы пылесоса, при помощи которого будут удаляться все загрязнения, возникающие во время заточки. Кроме заточки фуговальных ножей, подобный станок можно использовать для других работ, например, для обработки лезвий топора, пил и прочих инструментов, используемых на дачном участке.
Заточка фуговальных ножей может производиться различными методами. Для этого подходят специальные точильные камни. Однако компактный точильный станок можно собрать и самому. Он будет использоваться для заточки разнообразных инструментов, включая пилы и топоры.
Фуганок и фуговальный станок издавна были одними из самых популярных столярных инструментов, не потеряли они свою актуальность и сегодня. Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Чтобы осуществить заточку ножа строгательного и фуговального типа лучше пользоваться специализированными устройствами. Осуществляют процедуру также вручную, к тому же приспособление для заточки ножей фуганка можно собрать самостоятельно. При работе нужно соблюдать ряд правил, можно использовать несколько технологий. Независимо от того, каким вариантом заточки вы будете пользоваться, нужно максимально точно придерживаться инструкции. Иначе можно добиться некачественной работы инструмента, функциями которого не сможет воспользоваться на 100%. Если вы задумываетесь о том, как заточить ножи фуганка дома, то используйте обычные точильные камни, хотя идеальным вариантом будет выбор профессионального точильного станка с функцией охлаждения.
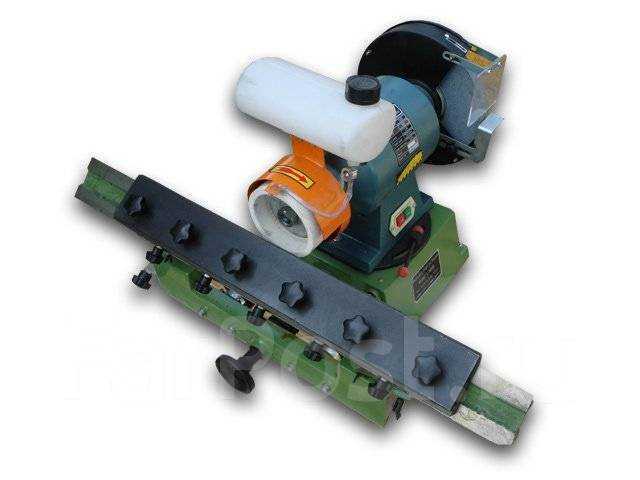
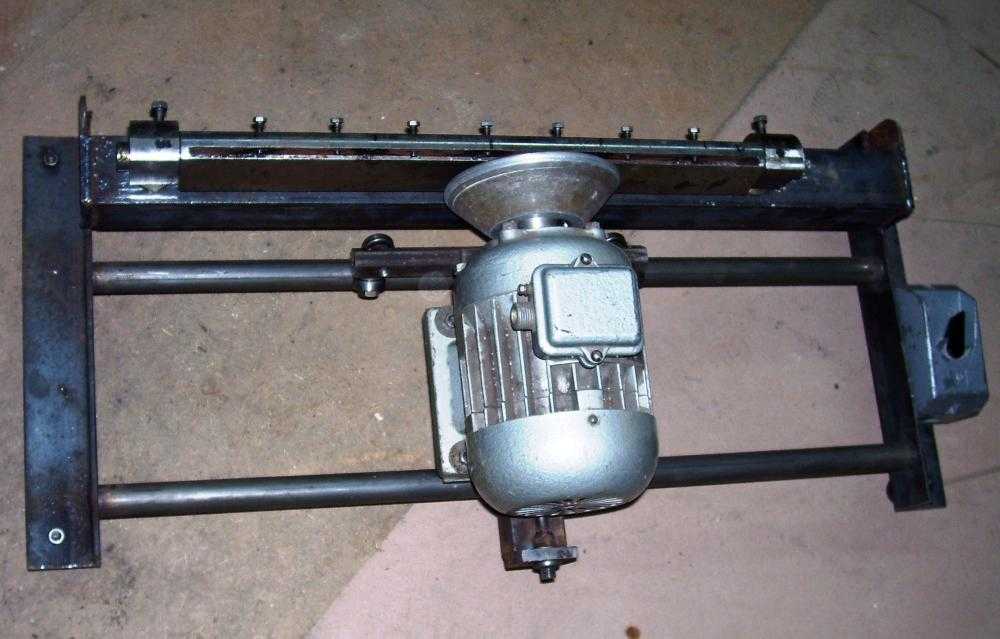
Фуговальный станок своими руками
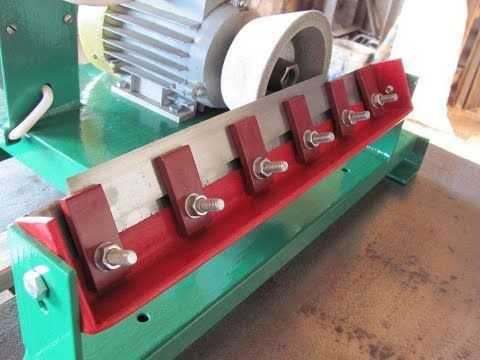
Основные узлы, которые дома самостоятельно смастерить не удастся – электродвигатель и вал. Мотор подбираем с учетом своих условий и мощности будущего устройства. Вал со шкивами, корпусами для подшипников и дополнительными насадками (крепление пильного диска, конуса под патрон для сверла) можно заказать у профессионального токаря или приобрести на рынке. Любой самодельный фуговальный станок создается по готовым чертежам. Распределяем нагрузку так, чтобы оборудование получилось устойчивым.
Изготовление фуговального станка:
- Станину варим из металлопрофиля.
- Собираем конструкцию на ровной плоскости с использованием уровня.
- Вал с лезвиями к основанию крепим прочно на подшипниках.
- На конце любого вала имеется шкив для ременной передачи.
- Фуговальные станки имеют два стола с гладкой поверхностью.
- Передний стол должен иметь регулировку по высоте, подъемный механизм лучше смастерить с использованием резьбового соединения.
- Двигатель подбираем от 1 кВт, для бытового использования удобнее схема подключения мотора от 220 В.
- Обязательно выставляем шкивы вала и двигателя в одной плоскости.
- Разницу в диаметрах шкивов вычисляем с учетом требуемого числа оборотов на валу.
- Посадочные места для мотора делаем с учетом регулировки ремня.
- На столе устанавливаем жесткий упор из дерева или металлической пластины для обеспечения прямолинейной подачи заготовки.
https://youtube.com/watch?v=jtcWJkB0CnM%250D
Настройка фуговального станка
Основная регулировка таких механизмов заключается в определении толщины снимаемого слоя материала. Оптимальная величина зазора между столами – 2-3 мм. При меньшей величине возникает риск деформации резака. Если зазор слишком большой, то дерево может рваться большими кусками. Нормальная величина погрешности строгания – 0,15 мм/м. Налаживать фуговальный станок для домашней мастерской лучше при помощи контрольного бруска из твердого дерева. Работы выполняют в трех местах (сечениях) вала – посредине и в 50-100 мм от края.
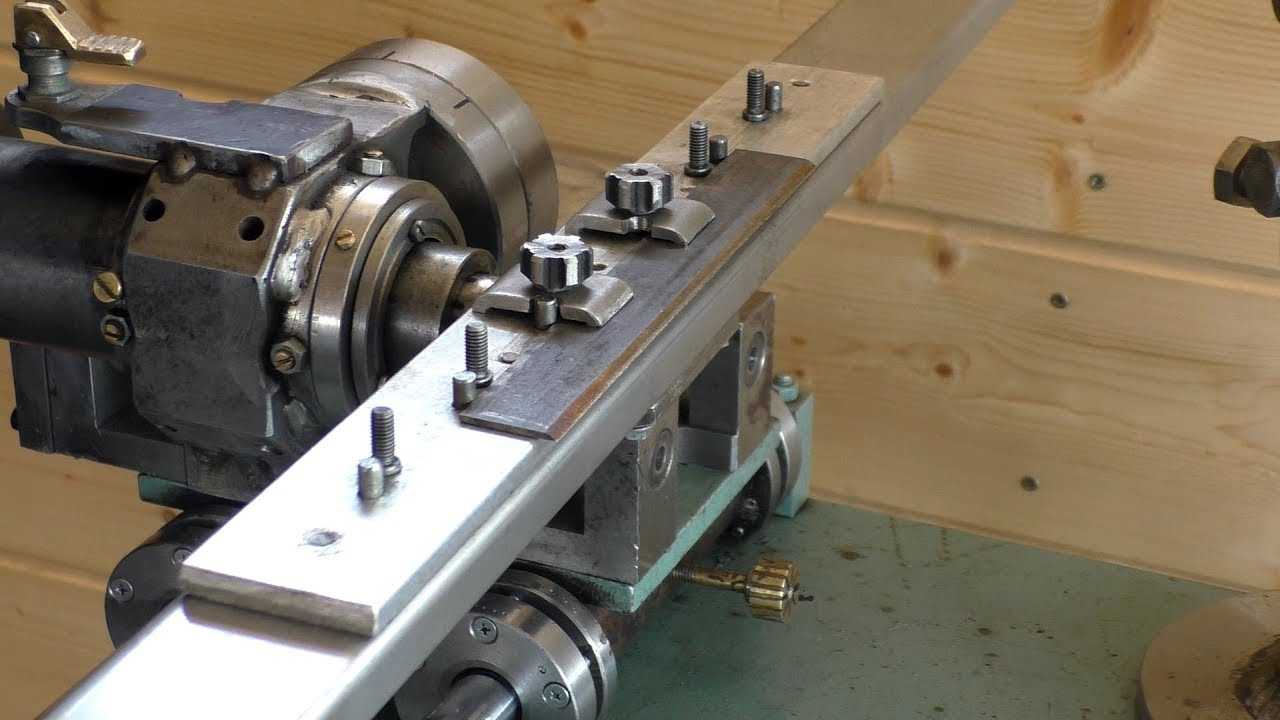
Установка ножей на фуговальный станок
Для заточки нужно выкрутить болты и снять лезвия. Извлечение и крепление этого инструмента производится при помощи гаечных ключей. Советы, как производится установка ножей на фуговальный станок и настройка:
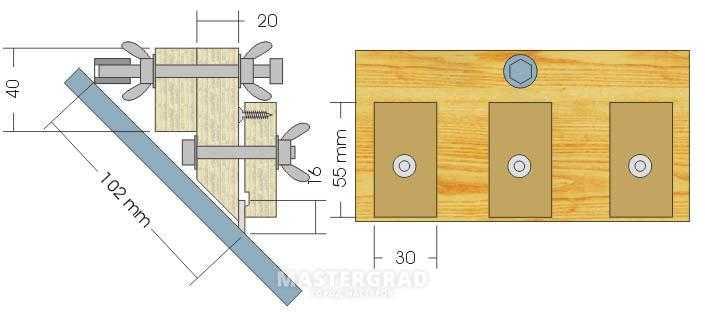
- В работе используем пару алюминиевых профилей или ровный брус.
- Вставляем ножи в пазы и слегка зажимаем.
- Прижимаем шаблоны струбциной к столу по краям рабочего стола над ножевым валом.
- Приподнимаем лезвие до касания к бруску и ставим метки.
- Удерживая нож в натянутом положении, зажимаем болты.
- Проворачиваем вал и производим настройку следующих лезвий.
- Снимаем шаблоны и проверяем работу фуганка при включенном двигателе.
Расположение органов управления односторонним строгальным станком сф-6
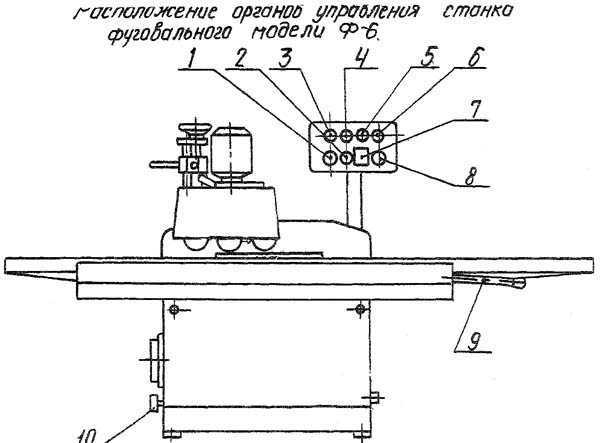
Расположение органов управления строгальным станком сф-6
Расположение органов управления строгальным станком сф-6
- Кнопка «Стоп» станка
- Кнопка «Пуск» двигателя ножевого вала
- Кнопка «Стоп» автоподатчика
- Кнопка «Пуск» двигателя автоподатчика
- Переключатель выбора направления движения автоподатчика
- Лампа индикации наличия напряжения
- Переключатель скорости движения автоподатчика
- Рукоятка вводного выключателя
- Рукоятка установки переднего стола на толщину снимаемого слоя
- Рукоятка натяжения ремня
- Рукоятка фиксации положения линейки на столе
- Рукоятка фиксации наклона линейки
Рекомендации по использованию
Роторный станок, как и любой механизм, нуждается в правильной эксплуатации. Если не соблюдать определенные правила, то устройство может быстро выйти из строя. А в худшем случае вы сами получите травму. Поэтому при использовании следует соблюдать рекомендации от специалистов:










чтобы станок работал надежно необходимо периодически проводить профилактические работы. В такой комплекс включают следующие мероприятия – проверка надежности расположении ножей на валу, шприцевание подшипников, проверка электродвигателя, осмотр ременной передачи на предмет достаточности ее натяжение, проверка всех контактов и так далее;
вращающиеся детали всегда опасны. А если они еще оснащены острыми лезвиями, то риск получения трав очень велик. Чтобы повысить безопасность эксплуатации вал с ножами лучше закрывать кожухом. Он будет раскрываться при происхождении деревянной заготовки, и снова закрываться при простое;
при работе на станке соблюдайте все меры безопасности. Особенно это касается качества освещения рабочего места. Над станком повесьте мощную лампу, да и само помещение вашей мастерской должно быть светлым
Также обратите внимание на качество пола. Если он слишком скользкий, то лучше установить деревянный помост или резиновый коврик;
не стоит прибегать к чрезмерным усилиям во время строгания или резки материала
Лишняя сила не ускорит работу, а только испортить заготовку или приведет к поломкам самого станка;
не стесняйтесь приглашать помощника при обработке длинных заготовок. Так работа будет выполнена быстрее, качественней и безопасней для вашего здоровья.
Конечно, стоит следить за чистотой рабочего стола. После окончания работы, при выключенном и обесточенном станке, проведите очистку устройства от стружки. То же самое нужно периодически нужно делать для выполнения больших объемов. Выключите станок и удалите все накопившиеся стружки из всех механизмов и поверхностей. Чистота облегчит вашу работу и поможет сохранить работоспособность установки на более длительный срок.
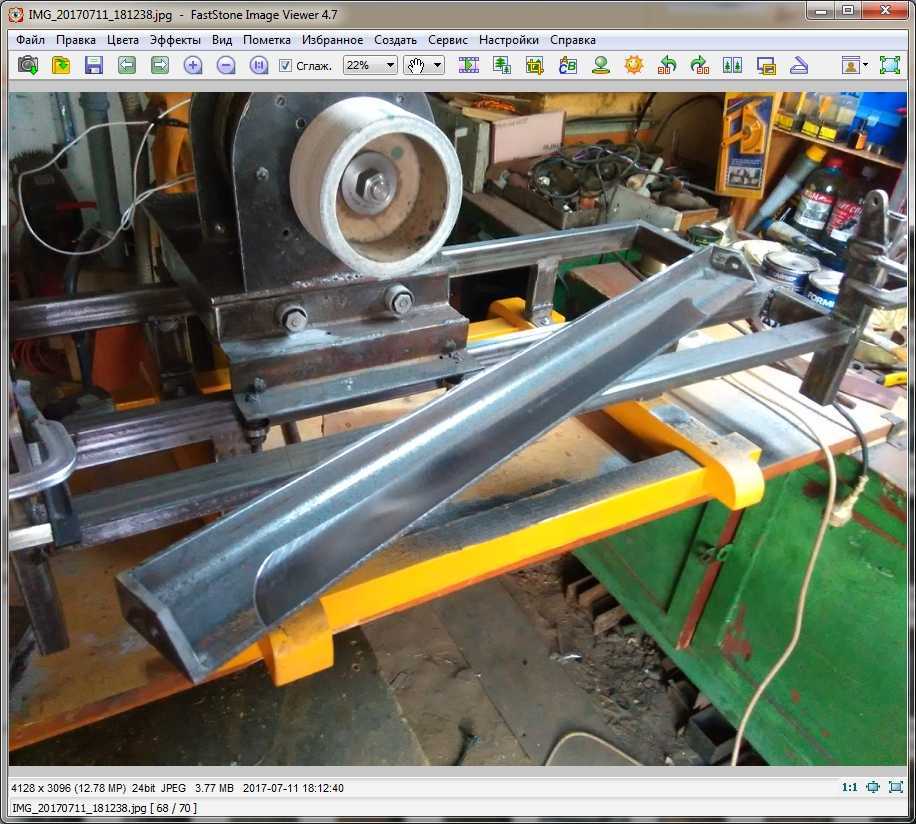
В видео будет подробно рассмотрен один из вариантов самодельного фуговального станка.
14 – Нож для замороженных продуктов

Использование:
Поскольку замороженные продукты всегда очень твердые, эти ножи предназначены для легкого разрезания. Грубое лезвие с пилообразными зубцами является частью ножа для замороженных продуктов. Он специально разработан для этой цели поэтому независимо от того, разрезаете ли вы коробку замороженного горошка или крупный кусок замороженного хлеба или овощей, в конечном итоге задача будет намного проще и быстрее.
Характеристики:
Многие ножи для замороженных продуктов имеют лезвия, которые предлагают различные типы зубцов на каждом краю, что делает их более персонализированными и способными обрабатывать широкий спектр замороженных продуктов. Имея удлиненные лезвия, эти ножи могут иметь рукоятки из различных материалов, в том числе из дерева, твердого пластика и других материалов. Но чаще всего рукоятка изготовлена именно из дерева.
Размеры:
Поскольку замороженные продукты бывают разных размеров, ножи для замороженных продуктов обычно имеют очень длинные лезвия, часто от 33 до 38 сантиметров в длину. Это означает, что независимо от того, какую замороженную пищу вам нужно нарезать, нож выполнит вашу задачу.
Сталь:
Как и большинство кухонных ножей, ножи для замороженных продуктов обычно изготавливаются из нержавеющей стали и имеют ручки, которые могут быть сделаны из дерева или других материалов.
Отличие от рейсмуса
Рейсмусовый и фуговальный станки используются для обработки изделий из дерева и иных мягких материалов. Различие между данными инструментами заключается в следующем:
- Рейсмус необходимо использовать для финишной обработки заготовок.
- Качество реза при работе с фуганком зависит от навыков оператора, при работе с рейсмусовым станком – от технических характеристик оборудования.
- Для выравнивания 4 сторон бруска при помощи фуговального станка требуется боковой параллельный упор.
- При работе с фуганком требуется настраивать глубину вхождения режущих элементов в обрабатываемую поверхность.
В промышленности фуговальные и рейсмусовые станки используются совместно. Фуганок задает геометрию деревянных деталей, рейсмус калибрует обработанную заготовку по толщине.
Как правильно фуговать доски
Фугованием называется процесс обработки деревянных изделий при помощи фуговального станка. Изначально обрабатываемая деталь закрепляется на рабочем столе. В процессе фугования необходимо соблюдать следующие правила:
- Фуганок необходимо придерживать двумя руками: левая должна располагается на управляющей ручке, правая – на колодке.
- В процессе строгания прибор нужно вести вдоль волокон древесины. Рекомендуется подталкивать приспособление вперед под давлением собственного веса.
- Для обработки кромки требуется повернуть брусок нужной стороной к лезвиям и обстрогать его по идентичному алгоритму.
В процессе фугования поверхности доски (пласти) становятся параллельными по всей ширине.При работе с фуговальным станком необходимо соблюдать технику безопасности:
При включенном станке запрещается трогать лезвия руками.
Работать с инструментом нужно в спецодежде. Голова должна быть защищена головным убором, руки – перчатками, глаза – очками, ноги – специализированной обувью









Важно, чтобы спецодежда плотно прилегала к телу.
В процессе фугования нужно использовать прижимные держатели, защищающие пальцы оператора от ножей.
Чтобы не срезать лишнее количество древесины, рекомендуется нанести на поверхности бруска меловую линию. Если она полностью исчезла, то поверхность заготовки стала гладкой.
Назначение
Фуговальный станок предназначен для проведения следующих операций:
- Выравнивание крупных фрагментов деревянных брусков.
- Черновое выравнивание плоскости заготовок.
- Отборка пазов под углом.
- Снятие кромки.
По сравнению с другими деревообрабатывающими инструментами, фуганок обладает следующими преимуществами:
- Подходит для строгания мелких заготовок и крупных брусков.
- Высокое качество реза.
- Способен обрабатывать поверхности и края деревянных брусьев криволинейно.
- При наличии дополнительных насадок можно распиливать детали с помощью фуганка.
- Низкая стоимость инструмента. Фуговальный станок стоит 10–14 тыс. руб.

Чаще всего фуганки используются в деревообрабатывающем секторе, в строительстве и для столярных работ. Они также могут применяться в домашних мастерских.
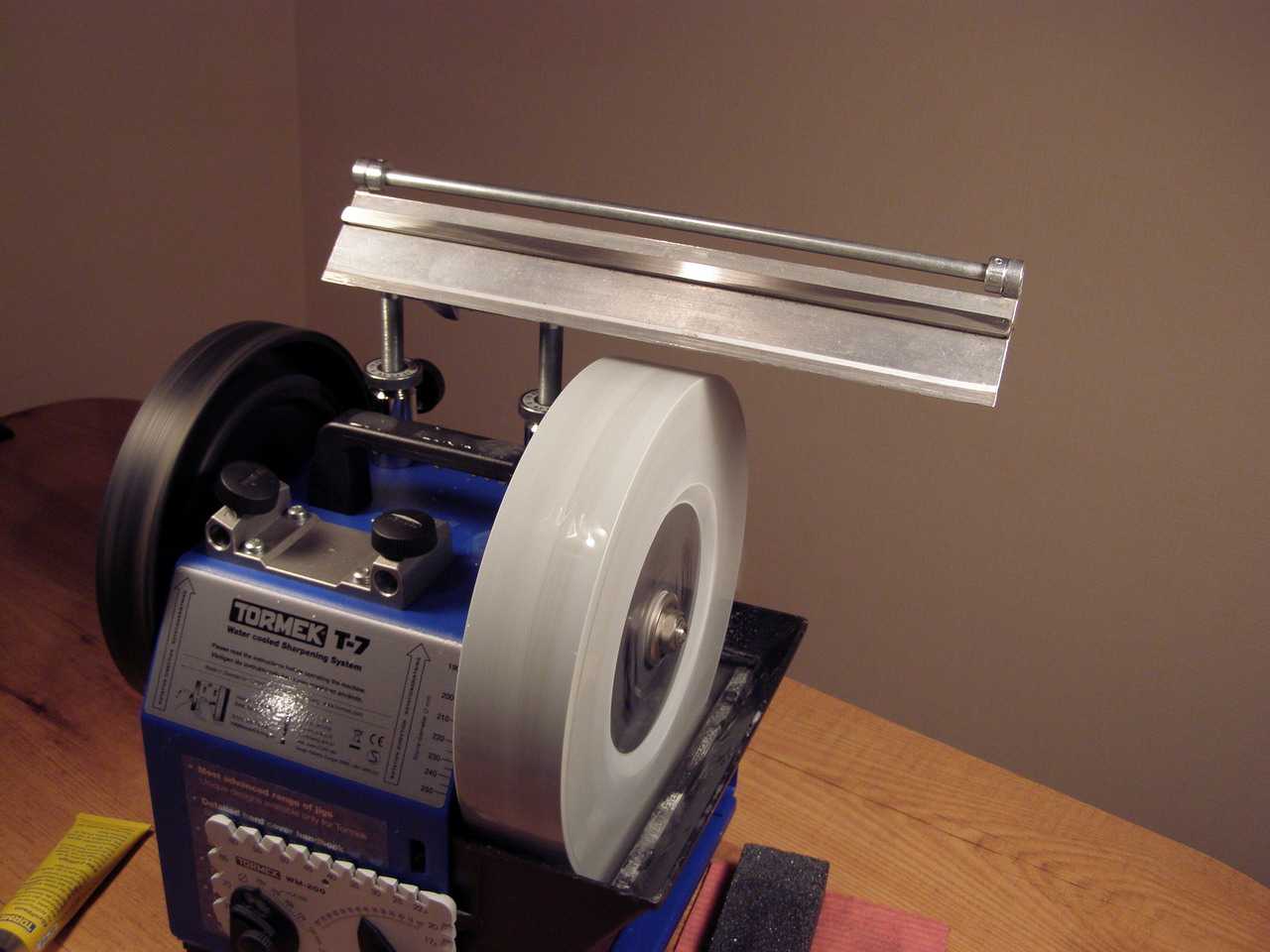
Подготовка рабочего места и оборудования, установка винта, контролирующего угол
Для заточки ножей вам понадобится специальное точило, но необходимо использовать современные его вариации с низкой оборотной скоростью, которые обладают охлаждением водяного типа. Более всего для этих целей подойдет Tormek T7 со специальным держателем Tormek SVH. Выполнить этот процесс качественно поможет ровный и чистый заточный камень. В дальнейшем, практический пример и будет рассматриваться на основе комплекта оборудования Tormek.
При заточке необходимо установить винт, которым вы сможете изменять угол заточки, но прежде нужно подготовить рабочее пространство, выполнив определенные условия:
- Устанавливаем заточный камень Tormek SG250, выравнивая его при помощи специального приспособления Tormek TT-50. Приспособление идет в комплекте с T7.
- Необходимо сгладить заточный камень, используя брусок для очистки и выравнивания.
- Убираем стандартный упор и ставим специализированный упор.
- Вкручиваем сам винт, которым в дальнейшем возможна регулировка угла наклона затачиваемого кресла.
- Устанавливаем специальный держатель для лезвия.
Рекомендуется затачивать режущие инструменты, чья ширина больше 12 миллиметров. А длина ножа уже не имеет никакого значения. К тому же, вы сможете переставлять длинные ножи. Большое значение имеет правильная установка лезвия в держатель, потому что возможна заточка с большими перекосами. Правильно этот процесс выполняется следующим образом: устанавливаем спинку ножа до упора и зажимаем его специальными держателями.
1 – Нож для отделения мяса от кости

Использование:
У ножа для отделения мяса от кости есть короткое и тонкое лезвие, и оно используется для удаления основной кости в куске мяса, таком как жареная говядина. Длинный, узкий клинок облегчает манипулирование вокруг костей, а клинок всегда жесткий и пропорционален размеру удаляемой кости
Характеристики:
Лезвие на ноже должно быть жестким и не слишком гибким, так как в противном случае лезвие может согнуться слишком легко и, следовательно, травмировать кого-либо. Меньшие порезы мяса можно разрезать меньшими, менее жесткими лезвиями, тогда как большие порезы можно сделать с помощью ножей, которые немного больше по размеру.
Размер:
Ножи для отделения мяса от кости могут быть разных размеров, лезвие обычно составляет 13 или 16 сантиметров в длину и больше.
Сталь:
Ножи для отделения мяса от кости изготовлены из нержавеющей стали и других прочных материалов, в значительной степени потому, что они должны быть жесткими и чрезвычайно прочными по своей природе.
Отечественные стали
Углеродистые:
- У8 (или У8А). Сталь с содержанием углерода около 0,8 %. Самая простая и распространенная в ножеделии, находит массовое применение в кустарном изготовлении ножей. Высокопрочная, хорошо принимает и держит заточку. Буква «А» в ее названии означает сталь высокого качества очистки.
- У10 (или У10А). Аналогичная предыдущей, но с содержанием углерода около 1 %. Прочность чуть ниже, но зато твердость и удержание режущей кромки лучше. Используется при изготовлении ножей для тяжелых работ, в т. ч. армейских и боевых.
- 65Г. Углеродистая пружинно-рессорная сталь. Содержание углерода около 0,65-0,7 %. В отличие от простых «углеродок», данная сталь легирована марганцем и содержит долю процента хрома, благодаря чему у нее отличная прочность, ударная вязкость и упругость, а также большой диапазон показателей рабочей твердости. Ножи из такой стали хорошо держат заточку и являются весьма прочными. Ржавеет она не так активно, как стали марки «У».
- ШХ15. Шарикоподшипниковая сталь. Легирована марганцем и небольшим количеством хрома (1,5 %). Содержание углерода — около 1 %. Является одной из самых сбалансированных углеродистых сталей: легко точится, сохраняет высокую прочность при высокой твердости, хорошую износостойкость и способна держать режущую кромку на малых углах.
- ХВ5 («Алмазная» сталь). Содержит около 1,35 % углерода и довольно много вольфрама (около 5 %). Достаточно прочная, но при этом с плохой ударной вязкостью сталь, способная сломаться при динамических нагрузках. Отличается колоссальной твердостью (до 68 ед. HRc) и износоустойчивостью. Создана только для долгого и агрессивного реза, без поперечных и ударных нагрузок. Довольно интенсивно ржавеет.
- Р6М5 («быстрорез»). Сталь, применяемая для изготовления пил по металлу. Содержит около 0,8 % углерода, 4 % хрома, немного ванадия и большое количество вольфрама (около 6 %). Также легируется молибденом. Довольно интересная сталь, обладающая огромной жаропрочностью, стойкостью удержания режущей кромки и износостойкостью.
- 9ХС. Инструментальная легированная сталь. Содержание углерода — 1 %. Содержание хрома — 1,2 %. Дополнительно сталь легируется кремнием и марганцем. В небольших количествах содержатся никель, ванадий и даже вольфрам (до 0,25 %). Благодаря удачной совокупности элементов сталь обладает выдающимися характеристиками по удержанию заточки, износостойкости и прочности.
- Х12МФ. Инструментальная легированная сталь. Ее часто называют «полунержавеющей». Является одной из лучших сталей для изготовления ножей. Содержит 12 % хрома и 1,5 % углерода. Имеет довольно богатый состав легирующих элементов — молибден, ванадий, марганец, никель и фосфор. Обладает отличной прочностью, износостойкостью, великолепно держит заточку и ударную вязкость на приемлемом уровне. Один из лучших выборов по соотношению цены-качества.
Нержавеющие:
- 40Х13. Легированная сталь нижнего ценового уровня. Содержит 0,4 % углерода и 13 % хрома, как следует из ее названия. Нож из нержавеющей стали такого класса действительно почти никогда не будет ржаветь, но удержание режущей кромки у нее весьма посредственное.
- 65Х13. Из недорогих сортов эта сталь — очень неплохой выбор. Содержит 0,65 % углерода и все те же 13 % хрома. Из-за такой балансировки состава чуть более подвержена коррозии, чем предыдущая. Зато она гораздо лучше держит заточку и в целом является очень неплохой сталью, особенно при хорошей закалке.
- 95Х18. Эта сталь, хоть все еще и относится к среднему уровню цены, по качеству уже существенно выше двух предыдущих. Количество углерода приближается к 1 %, а хрома в этом сплаве уже существенно больше — 18 %, что поднимает как коррозионную стойкость, так и общую прочность клинков.
- 110Х18 МШ-Д. Очень редкая, но особо ценимая среди мастеров сталь. Отличается высочайшим уровнем чистоты, благодаря методике электрошлаковой переплавки. Содержит до 1,1 % углерода и около 19 % хрома. Долгое время сохраняет заточку и показывает высокую прочность благодаря равномерной структуре.
- 40Х10С2М (ЭИ-107). Еще ее называют «клапанной» сталью. Несмотря на невысокое содержание угля (0,4 %), данная сталь является очень хорошим выбором. В ней немного хрома (около 10 %), однако дополнительно она легирована кремнием (около 2,5 %), марганцем и молибденом, что самым положительным образом сказывается на ее прочности и износостойкости.
История появления строгального инструмента
Начало развитию строгального оборудования положило появление ручного струга для срезания коры и рубанка. Постепенно габариты рубанка росли и в результате появились сначала ручной полуфуганок, а затем большой ручной фуганок и «медведка» — особо мощный ручной фуганок, для работы с которым требовалось уже 2 человека.







Обработка древесины в промышленных масштабах потребовала создания соответствующих станков. Известно что первый механизированный станок, предназначенный для выполнения строгальных операций был создан в 1770 году. Высота строгальной рамки с неподвижно закрепленным на ней резцом регулировалась специальным винтом, а подача заготовки осуществлялась при помощи кривошипно-реечного механизма, оснащенного ручкой.
В дальнейшем строгальную рамку заменили горизонтально расположенным вращающимся барабаном с двумя и более фрезами. Вращающийся вал крепился на станине. Изначально подача заготовки осуществлялась вручную, но со временем появился и автоматический механизм. Модернизация станка осуществлялась как добавлением режущих ножей, так и увеличением ширины и диаметра строгальных валов. В конечном итоге удалось достигнуть оптимального соотношения всех рабочих элементов станка, что позволило увеличить не только его производительность, но и добиться получения поверхности с высоким качеством обработки.
Приёмы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
На полуфабрикате не должно быть заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки необходимо обследовать и простучать. Целостный элемент звучит звонко, а бракованный – приглушённо.

Циркулярный диск для изготовления ножа.
При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти нужно сточить под углом 90 градусов.
При вырезании и обработке нельзя допускать перегрева металла. Это ведёт к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная её в ёмкость с холодной водой.
Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошёл процедуру закалки. Заводские пилы рассчитаны на работу с крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Оценка и установка требуемого угла наклона
Проанализировав особенности оставляемых заточным камнем следов, возможно правильно выполнить оценку угла наклона, подобрав нужные пропорции. Затем на закрепленный упор устанавливается держатель с ножом. Регулировка осуществляется винтами упора, нужно опустить держатель до касания камнем. Винтами выставления угла выбираем требуемый его параметр в отношении камня. Выполняя вращение в ручном режиме, по рискам на окрашенном лезвии определяется необходимость регулировки угла наклона держателя. И если это потребуется, такую регулировку очень просто сделать.
Рабочий диапазон углов 30-45 градусов. Точный его градус определяется по конкретному сорту дерева. В справочнике от 1985 года, написанном Карлом Фрониусом, говорится, что качество будет зависеть не только от угла, но и от вылета ножа и диаметра головы. Классическим параметром принято считать 40 градусов. Выбирая конкретное число, не стоит забывать, что фрезы спроектированы по стандартной затыловке. Если вы увеличите угол, то появляется риск трения затылка о заготовку. А если уменьшите, то режущая кромка станет слабее и тоньше.
Фуговальный станок по дереву для домашней мастерской
 Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
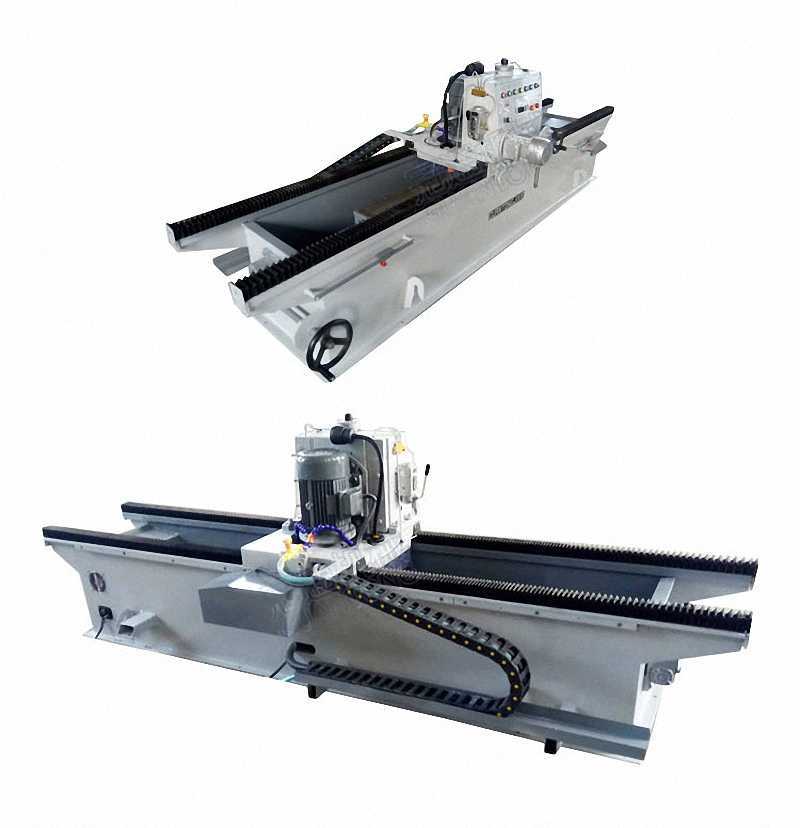
СФ-6 Станок фуговальный односторонний. Назначение, область применения
Станок фуговальный односторонний СФ-6 предназначен для фугования (прямолинейного строгания, продольного фрезерования) заготовок из древесины различных пород по плоскости и под углом.
Станок применяется на предприятиях мебельной и деревообрабатывающей промышленности (мебельной, домостроительной, авто- и вагоностроения и т.д.), модельных цехах машиностроительных заводов, строительных организациях.
Станина выполнена чугунной, цельнолитой, коробчатой формы, внутри которой установлен электродвигатель привода ножевого вала.
Вращение ножевому валу передается клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.








Опоры ножевого вала смонтированы в цельном блоке с отъемными крышками, что позволяет снизить механические шумы и вибрацию от вращения ножевого вала. Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Подача заготовок на станке осуществляется вручную или механически с применением автоподатчика. Передний и задний столы представляют собой чугунные литые шлифованные плиты с ребрами жесткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола.
С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка. Перемещение направляющей линейки осуществляется вручную. Линейка может перемешаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемый угол в вертикальной плоскости (до 45°).
На станке имеется круглый двухножевой вал с клиновым креплением ножей.
Ширина строгания на станке 400 мм, толщина снимаемого слоя 6 мм, диаметр ножевого вала 125 мм, диаметр резания 128 мм, число ножей на валу 2, мощность электродвигателя ножевого вала 2,8 кВт, число оборотов ножевого вала в минуту 5000, вес станка 620 кг.
Ножи.

Следующее, что нужно проверить, ножи. Высота ножей должна быть равной высоте приемного стола. Если заготовка после строгания имеет порывистость или большие сколы, есть вероятность того, что ножи не отрегулированы. На рисунках слева показано, как используя линейку проверить, что все ножи расположены на одной высоте. Используя гаечный ключ, ослабьте прижимную планку ножа, сделайте необходимые исправления и затяните гайки прижимной планки. Проверьте высоту каждого из ножей. Рисунок слева показывает правильный конечный результат. Когда вращаем режущую головку, каждый из ножей должен сделать с линейкой очень легкий контакт в самой верхней части дуги, по всей ширине стола.
Глубина строгания. Настроив высоту ножей, переходим к настройке ножей на глубину строгания, это означает на какую глубину будет фуганок остругивать древесину при каждом проходе. На самом деле, глубина строгания устанавливается перемещением подающего стола вверх или вниз. Существует две наиболее распространенных ошибки. Первая ошибка — большая глубина строгания, меньшая глубина строгания помогает свести рывки и сколы на изделии к минимуму. Другая распространенная проблема, которая требует регулировки приемного стола, когда фуганок делает глубже срез на краю заготовки. Обычно это исправляется регулировкой, нужно искать, в каком месте нет параллельности между столами и режущей головкой.

Упор. Следующий шаг в настройках, это проверить упор на фуганок. Для большинства изделий упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это довольно простая регулировка. Все, что вам нужно сделать, это используя угольник выполнить регулировку упора по отношению к столам. Убедитесь, что во время настройки столы чистые .
Продольно-строгальный станок
Главные составляющие такого станка:
- стол
- станина
- траверса.
Траверса помогает осуществить вертикальное движение двух суппортов, в то время как вертикальные направляющие станины отвечают за движение бокового суппорта. Главное рабочее движение обеспечивает электромотор оборудования с помощью червячно-реечной передачи на стол.
Суппорта двигаются по направляющим траверсы и станины с помощью специальных электрических моторов, которые предназначены для реализации конкретно этой операции. Все суппорты имеют систему максимально быстрого передвижения, а также конструктивные приспособления для того, чтобы автоматически поднимать резец по окончанию рабочего хода. Также траверса станка обладает ускоренным перемещением по станине вверх и вниз при помощи электродвигателя. Управление станком осуществляется через специальный пульт, который установлен на гибком шланге, чем обеспечивает расположение устройства в любом удобном для оператора месте.
 Коробка передач обеспечивает привод и управление подачи суппортов, а вот управление вертикальными суппортами дублируется на обоих краях поперечины.
Коробка передач обеспечивает привод и управление подачи суппортов, а вот управление вертикальными суппортами дублируется на обоих краях поперечины.
Принцип работы и конструкция станка
Строгальные станки используются в процессе производства паркета, багетов, карнизов, а также для распиловки «начисто». При помощи такого станка можно осуществить обработку любой линейчатой поверхности: горизонтальной, вертикальной, наклонной, расположенной под разными углами.
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
 Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).








Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
- настольные
- стационарные.
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.



