
Конструкция и принцип работы
Конструкция ленточной пилорамы имеет много сходства с другими видами деревообрабатывающих устройств для распила древесины. Заложенный в ее конструкцию принцип подвижного узла пильной ленты реализован и в других типах пилорам, например, в цепной пилораме, где вместо ленточной пилы используется пильная цепь с шиной-направляющей. Также, как и в рамной, и в дисковой пилорамах, в конструкции имеется рельсовый путь, только в отличии от рамной и дисковой здесь движется каретка с рабочим органом, а не бревно, которое распускается на пиломатериал.
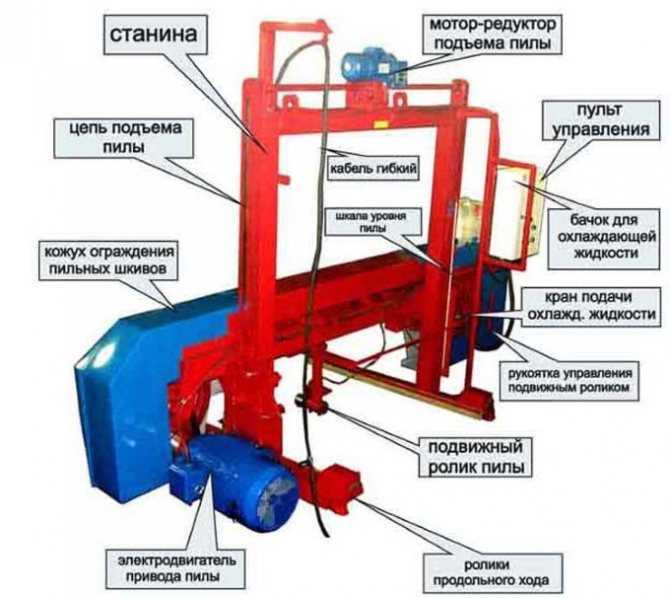
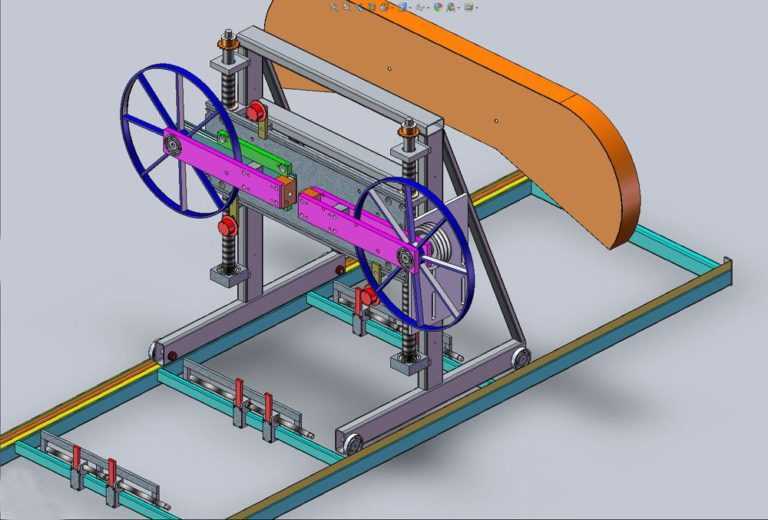
Основными узлами конструкции классической ленточной пилорамы с горизонтальным расположением рабочего органа являются:
- рамы с двумя вертикальными направляющими;
- узла вертикального подъема рабочего органа;
- пильной рамы;
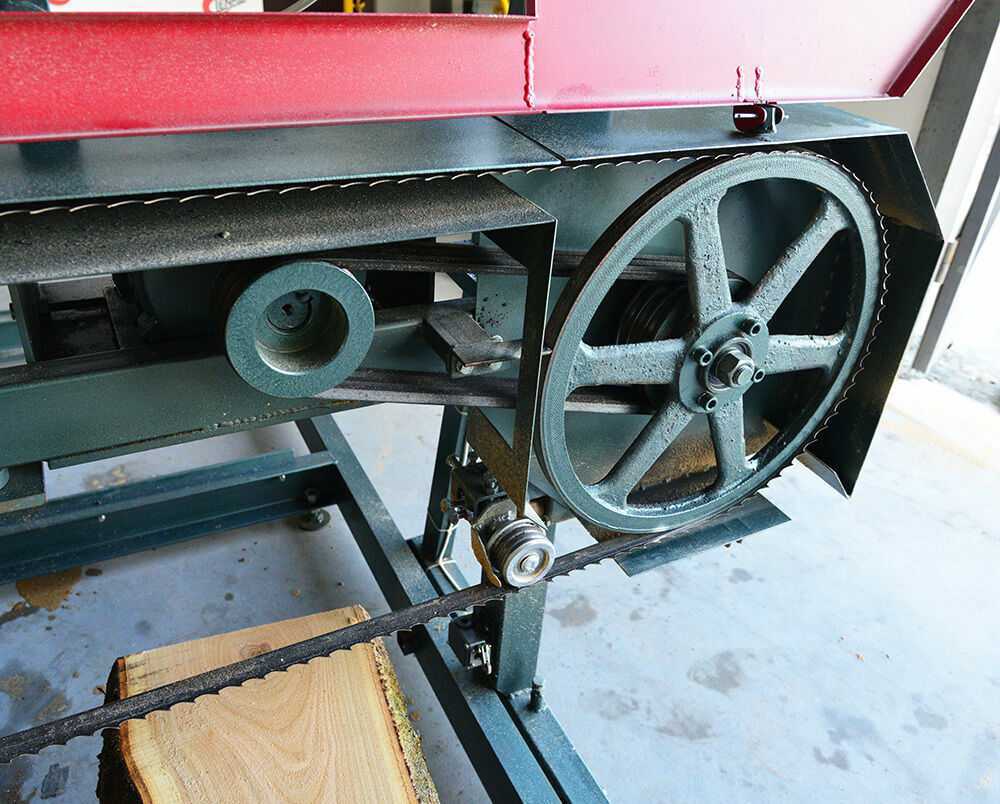
- механизма натяжения, ведущего и ведомого колес;
- ведущего и ведомого колес пилорамы;
- защитного кожуха;
- двигателя;
- ременной или цепной передачи вращательного движения электродвигателя;
- держателей зубчатой ленты;
- рельсового пути;
- зажимного устройства бревен;
- роликовых упоров пилы;
- устройства смачивания пилы.

При работе все эти узлы и детали взаимодействуют следующим образом:
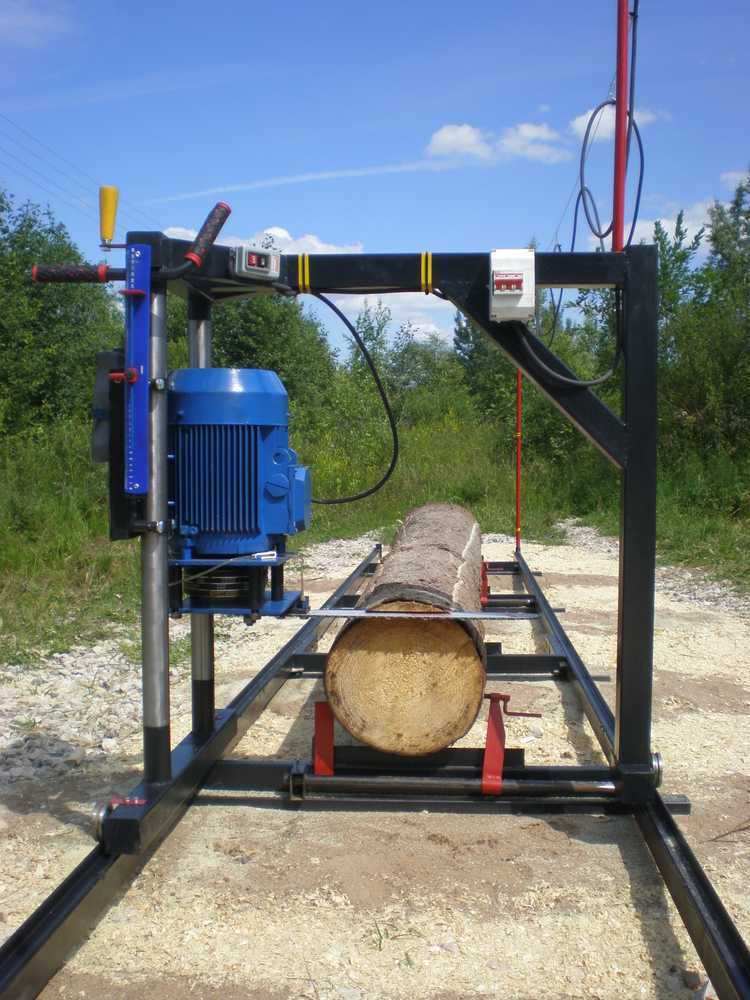
- В основе конструкции лежит рельсовые направляющие, на которых крепится обрабатываемое бревно и по которым движется станина с основным оборудованием.
- Станина пилорамы является основным конструктивным элементом оборудования. Она представляет п-образную конструкцию, которая при помощи лыж с роликами передвигается по рельсовому пути. На П-образных вертикальных направляющих устанавливается пильная рама. При помощи подъемного механизма она может подниматься и опускаться на нужную высоту.
- Подъем и спуск рамы осуществляется при помощи синхронно работающих ползунов, а фиксация на нужной высоте осуществляется при помощи стопорного устройства. Синхронизация вращения ползунов обеспечивается при помощи цепи, движение которой обеспечивается ручным или электроприводом.
- На пильной раме закреплены ведущий и ведомый шкивы ленточной пилы. Ведущий имеет привод к двигателю посредством ременной или цепной передачи, а ведомый имеет подвижное крепление и при помощи регулировочного устройства способен перемещаться, таким образом, натягивая или отпуская пилу.
- На пильной раме размещается и устройство нанесения смазочно-охлаждающей жидкости. В классическом варианте это емкость с масляным раствором со шлангом и капельницей, через которую по капле жидкость капает на пильную ленту снижая с одной стороны силу трения, возникающую при касании металла о древесину, а с другой охлаждая металл от перегрева.
- Управление пилорамой осуществляется при помощи блока управления – в зависимости от типа двигателя блок обеспечивает необходимую частоту вращения рабочего вала. Для двигателей внутреннего сгорания пульт управления имеет датчики скорости вращения вала и устройство регулировки подачи топлива. Для электродвигателя имеется электронное устройство регулировки частоты вращения вала.
- На рельсовых направляющих в поперечных элементах имеются зажимы-фиксаторы, которые прочно фиксируют в одном положении обрабатываемый отрезок. В зависимости от технического задания зажимы могут закрепить бревно в таком положении, в котором требуется.
- Для передвижения станины в основном используется физическая сила, но для пилорам большого промышленного класса, которые способны пилить бревна диаметром 1,2-1,6 метра и более передвижение осуществляется при помощи электропривода.
Работает пилорама следующим образом:
- На рельсовую направляющую укладывается бревно, оно ориентируется согласно особенностей строения и изъянов, после чего фиксируется зажимами.
- На станине выставляется нужная высота пильной ленты, согласно разметке раскроя бревна.
- Включается двигатель, движение передается на ведущий шкив, и пила начинает перемещаться. Капельное устройство начинает подавать жидкость на ленту.
- После набора оптимальной скорости движения пилы начинается подача станины.
- Пила врезается в массив древесины, делая пропил.
- После прохождения пилы по всей длине ствола, получившаяся доска убирается, а полотно поднимается над массивом на 3-5 мм и станина возвращается в начальное положение.
- После возвращения снова делается установка высоты реза и операция распила повторяется.
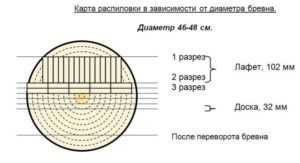
Поворот бревна
При подходе остатка высоты бревна к нужному размеру его переворачивают. Если надо получить брус толщиной 150 мм, пропиленная ширина и остаток высоты бревна должны быть немного больше этого размера с учетом горбыля.
Когда бревно перевернуто, замеряется остаток высоты после выполненного пропила, и рассчитывается материал до использования этого размера полностью.
Пример расчета:
 Так происходит распиловка бревна
Так происходит распиловка бревна
- Остаток высоты бревна после пропила – 270 мм. Цель – получить брус толщиной 150 мм: 270–150=120 мм.
- Из 120 мм необходимо получить плаху 50 мм: 120–60–3=57 мм. Величина в 3 мм дается на пропил.
- Тесина 25 мм: 67–25–3=40 мм.
- Подгорбыльник 25 мм: 40–25–3=12 мм.
- Горбыль 12 мм.
Дальнейшее получение пиломатериала достигается поворотом бревна на угол 90 градусов и аналогичными расчетами. Одна из распространенных ошибок – не учитывается припуск на пропил или прибавляется большее количество раз. Мастеру нужно быть внимательным.
Ориентировочный выход по сортам
Для изготовления пиломатериалов предпочтительнее следующие породы деревьев:
- лиственные – бук, осина, тополь, береза, ольха, липа.
- хвойные – сосна, ель, кедр, пихта, лиственница.
С каждой породы выход отличается в процентном количестве. Показатели характерные для хвойного леса:
- При работе дисковой пилой дисковой пилой получают объём выхода до 85 %.
- При распиле с применением станков получают 70 % обрезного пиломатериала.
- При распиле бензопилой получают около 30 % необрезного пиломатериала.
При обработке лиственного леса получают около 60 % необрезных досок. Причина такого высокого показателя в кривизне исходного материала. Для решения этой проблемы на станки устанавливают специальное дополнительное оборудование. Полученные производственные линии повышают выход на 20 %.
Процент выхода пиломатериалов зависит от многих моментов. На этот показатель влияет качество и размеры сырья, инструмент для работы, способ обработки. При грамотном подходе можно добиться довольно высоких показателей.
Особенности распила
Существует три способа распиловки бревен на пилораме:
- простое;
- круговое;
- изготовление бруса.
При простом пилении получают необрезные доски. При такой процедуре поворот бревна не предусмотрен. Главное достоинство данного метода – высокая скорость пиления. Но полученные доски нужно будет обрезать в размер. Данная методика подходит для древесины низкого сорта.
При круговом пилении оператор пилорамы переворачивает бревно на другую грань. Затем он должен будет совершить еще два поворота. Достоинства метода – получение размерного пиломатериала. Этот способ можно использовать для работы со средним и высшим сортом древесины. Для облегчения процесса используются пилорамы с гидравлической помощью в повороте бревна.









При изготовлении бруса бревно распускается со всех сторон. Центральную часть оставляют в зависимости от размеров будущего бруса.
Если во время распиловки бревно поворачивается на 180 градусов, то таким образом можно получить необрезную доску. При повороте на 90 градусов получают полуобрезные доски.
Основные моменты, связанные с эксплуатацией пилорамы
Пилорама обладает простой и надежной конструкцией
Но при работе на ней важно вовремя замечать неисправности и ситуации, негативно влияющие на качество получаемого пиломатериала. Если вовремя распиловки пила подпрыгивает вверх, то необходимо уменьшить угол заточки зубьев
Косвенно на это указывает и снижение мощности пилорамы при подходе ленты к конечной точки пропила. Решить проблему можно с помощью правильной заточки и развода зубьев.
Исправление развода зубьев
Иногда для решения этого вопроса необходимо не только осуществить заточку под правильным углом, но и немного увеличить развод зубьев.
Нырок пилы указывает на малый угол заточки зубьев. Решить вопрос можно переточив зубья с помощью специального оборудования.
Синдромом заниженного развода пилы является нагрев опилок. Если на обрабатываемой стороне пиломатериала наблюдается волна, то это указывает на недостаточный развод зубьев.
Большинство проблем, связанных с работой на ленточной пилораме по дереву связаны с неправильной заточкой или разводом зубьев. Неопытный мастер может допустить большой или малый угол заточки, а также осуществить неправильный развод полотна
Важно понимать, что угол заточки придается зубьям на предприятии. Которая выпускает режущую ленту
Задача мастера не изменить угол, а обновить заточку.
Чтобы правильно развести пилу необходимо повернуть верхнюю треть зуба на нужный угол. Проверять разводку необходимо регулярно. Ведь зубья ленты имеют свойство менять свой угол в процессе интенсивного пиления. Оптимальными углами считаются:
- 12-15 градусов. Мягкая древесина
- 10-12 градусов. Древесина средней плотности.
- 8-10 градусов. Твердые сорта древесины.
Нюансы работы пилорамы во время пиления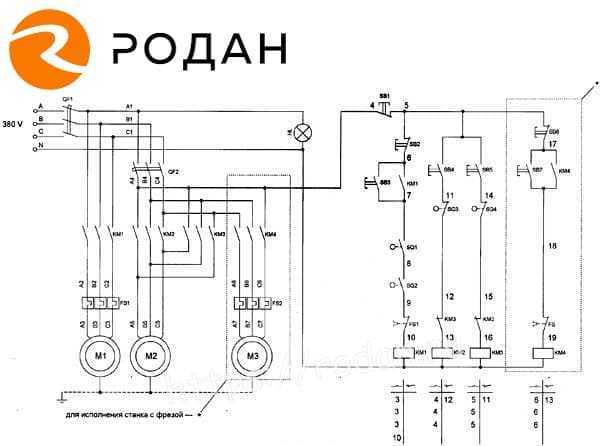
Во время пиления лента должна быть смазана со двух сторон. Периодически нужно обновлять смазку, но ее количество должно быть небольшим. Смазка позволяет улучшить пиление и уменьшить износ ленты.
Правильную схему подключения ленточной пилорамы можно найти в интернете. Но самостоятельно заниматься электроснабжением оборудования без определенных навыков нельзя. Необходимо воспользоваться помощью электрика.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
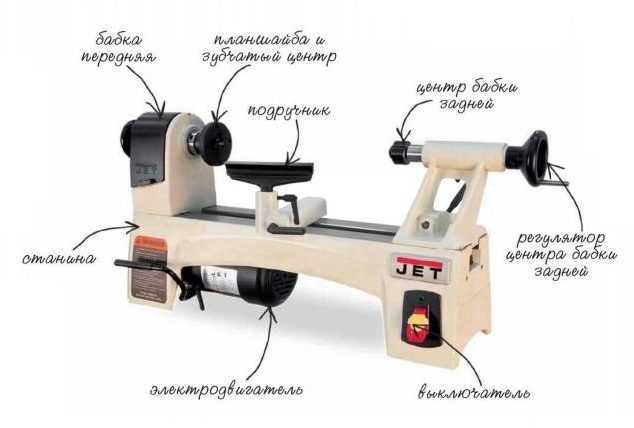
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.

Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.








Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.

Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Универсальные деревообрабатывающие станки

Универсальные (комбинированные) станки можно разделить на два совершено разных по своему ориентированию на вид и размер производства типа: настольные и отдельно стоящие.
Настольные станки, в большинстве случаев, относятся к бытовой серии универсальных станков и могут выполнять в среднем от 2 до 5 операций различного типа. Как правило, станки данной серии имеют один электромотор мощностью от 800 до 3000 Вт, чего вполне достаточно для выполнения поставленных перед ними задачами. Область применения таких станков – подсобное и домашнее хозяйство, частные мастерские и цеха, небольшое производство.
Основными функциями универсальных комбинированных станков бытовой серии – это, как правило, строгание и распиловка. Однако некоторые модели оснащены встроенным рейсмусом. В большинстве же моделей серии можно встретить верхнеприжимное устройство, которое лишь имитирует работу рейсмуса.
Отдельно стоящие станки – это, как правило, оборудование профессионального и промышленного класса. То-есть ориентированные на массовое производство и высокую производительность. Они представляют из себя массивные конструкции с широкой функциональной базой. Данный вид станков способен в полной мере заменить любое узкоспециализированное оборудование. Некоторые модели таких станков имеют встроенный рейсмус, который проходит через корпус агрегата.
Отдельно стоящие станки обладают всеми необходимыми средствами безопасности и всевозможными приспособлениями: параллельным упором, зажимными струбцинами. За редким исключением отдельно стоящие станки имеют возможность подключения стружкоотсосов или строительных пылесосов для удаления возникающей в процессе работе пыли из рабочей зоны.
Основная сфера применения отдельно стоящих универсальных станков – производство, в том числе мебельное. Средняя мощность электродвигателя станков составляет от 2500 до 5000 Вт. Количество электродвигателей в таких станках может быть различное, обычно один, но иногда встречаются станки с двумя или тремя электродвигателями.
Отдельно стоящие универсальные станки в зависимости от модели могут иметь функции сверления, фрезерования, рейсмусования, пиления. Спектр работ, которые станок способен выполнять, весьма широк — от поперечного пиления под углом до выборки четверти.
Очень часто в универсальных комбинированных, для увеличения уровня безопасности и комфорта работы со станком можно встретить следующие полезные функции: электронная поддержка постоянного количества оборотов под нагрузкой, защита электродвигателя от перегрева (встроенный термовыключатель), плавный пуск, защита от скачков напряжения, магнитный пускатель, кнопка аварийного отключения, система отвода пыли и стружки, антивибрационная система, автоподача заготовки.
Какие бывают пилорамы
Промышленная индустрия предлагает потребителю три основных их вида: дисковые, рамные и ленточные. Они отличаются по способу действия, энергопотреблению, уровню выработки.
По производительности
Дисковый станок используется при распиле крупногабаритного сырья. Он универсальный, не требует частой заточки (1-2 раза за смену). Легко монтируется даже в местах заготовок леса, имеет в комплекте бензиновый двигатель. Однако при высокой цене выработка составляет 60%, имеет широкий пропил (от 6 до 9 мм), в результате чего остается много отходов.

На пилораме занимаются заготовкой и распилом бревен
Рамные пилорамы имеют широкие возможности для качественной обработки любых пород дерева. Характеризуются большими затратами электроэнергии, для установки требуется фундамент. Поэтому используется на крупных предприятиях по деревообработке.
Ленточные пилорамы находят применение в домашнем хозяйстве и в промышленности. Пила представляет собой полотно, надетое на шкивы, которое приводится в движение электро- или бензиновым двигателем. Отличается простотой конструкции и обслуживания, вырабатывает качественные материалы при низком энергопотреблении и минимальных отходах (15 – 17%).








По типу обработки бревна
Распиловка бревна считается одной из наиболее сложных и важных задач. От схемы распила зависит качество пиломатериалов, их цена, а в итоге – рентабельность производства. Опытный распиловщик получает максимальное количество досок при минимальных издержках. В этом случае свою роль играет тип обработки бревен. Он бывает:
- радиальный, когда ось разреза проходит через сердцевину бревна, а годовые кольца образуют на торце угол 76 – 90 градусов. Такие доски и брусы обладают самым высоким качеством и, соответственно, ценой;
- тангенциальный распил делается по касательной к плоскости, отличается волнообразным красивым рисунком. Однако изделие, изготовленное по такому типу, при увлажнении может деформироваться;
при смешанном типе распила линии прямые у краев и дугообразные к середине. У изделия при этом средние показатели качества; - поскольку сердцевина бревна самая низкая по прочности, древесина центрального распила является низкокачественной.
По количеству станков
Российские производители предлагают различное оборудование для пилорамы. На производстве используются станки:
- круглопильные с дисковой пилой. Они могут быть однодисковыми (для маломерных материалов) и многодисковыми (для большого диаметра);
- ленточнопильные – для продольного разреза;
- механизированная линия на базе многопильных и бревнопильных станков, где безукоризненно выполняются все операции по выпуску пиломатериалов;
- окорочные, кромкообрезные, ленточно – делительные – необходимы при конечной доработке изделий.

Пилорама делится на несколько разновидностей
По диаметру бревен
При обработке крупногабаритной древесины лучше использовать круглопильные станки с дисковой пилой. Ленточные пилорамы также распиливают крупные в диаметре бревна, но при этом надо вручную его переворачивать. А вот с тонкокомером они работают хорошо.
Описание профессии
В числе обязанностей оператора:
наблюдение за работой транспортных лент, сортировочных приспособлений, приемников для отходов (щепок, опилок);
регулировка работы режущих поверхностей;
внесение коррективов в работу конвейерной ленты;
замена ножевых дисков в случае износа;
пуск/остановка техники по заданному рабочему алгоритму;
устранение мелких неисправностей;
участие в ремонте, регулировка и пусконаладка станков;
учет произведенной продукции;
заполнение технических документов;
поддержание порядка на рабочем месте.
Для того, чтобы выполнять подобный функционал, необходимо иметь определенные знания. Так, оператор должен знать следующее:
ТТХ и особенности работы оборудования;
технологический процесс на производстве;
методы настройки оборудования;
как обрабатывать заготовки;
свойства различных пород дерева;
принципы работы контрольно-измерительной аппаратуры.
Стоит также отметить, что наличие образования влияет и на условия приема на работу. Так, для специалистов со средним профессиональным образованием могут принять на работу в данной должности без трудового опыта. Если же рабочий прошел профессиональное обучение, ему необходимо пройти стажировку.










Сверлильные станки
Древесина — мягкий материал, не требующий значительных усилий при сверлении. Поэтому большинство работ, связанных с созданием сквозных или глухих отверстий в деревянных заготовках выполняется при помощи ручного электроинструмента. Сверлильные станки применяют для сверления отверстий значительной глубины, при работе с твердыми породами дерева или в случаях, когда требуется особая точность. Помимо стандартной классификации по мощности и допустимым параметрам заготовки, они классифицируются по количеству шпинделей (одно- и многошпинделевые) и по конфигурации:
Станок для сверления отверстий.
- Вертикально-сверлильные станки — допустимо линейное движение вращающегося шпинделя исключительно в вертикальной плоскости.
- Горизонтально-сверлильные станки — допустимо линейное движение вращающегося шпинделя исключительно в горизонтальной плоскости.
- Горизонтально-сверлильные для глубокого сверления — имеют контроль биения и дополнительную осевую стабилизацию, что повышает точность сверления.
- Радиально-сверлильные — допускают изменение направления сверления на некоторый угол путем наклона шпинделя радиально в плоскости его оси.
Прогресс современного станкостроения существенно снизил потребность в сверлильных станках за счет развития токарных и фрезерных, способных сегодня, помимо основного своего назначения, выполнять ряд точных сверлильных работ.
Технология распила
Технология распиловки выбирается с учетом сорта древесины, размеров бревна, конструктивных особенностей пилорамы.
Качество исходного материала
Эффективность распила зависит от качества сырья. Сначала нужно оценить древесину, отсортировать бревна. Сортировка осуществляется по внешнему виду бревна. Главные признаки:
 Распиловка бревна
Распиловка бревна
- кривизна;
- объем ложного ядра;
- количество сучков;
- диаметр.
Бревно делится на 4 равные грани. Чистой считается грань, не имеющая сучков, трещин, гнили, рубцов, сколов, повреждений от насекомых. Отсюда получается пиломатериал самого высокого качества.
Бревна, предназначенные для распила, должны быть складированы с учетом требований. Чем раньше после рубки дерева бревно попадает в распиловку, тем легче с ним работать. В высохшем сырье пила может давать волну, и толщина досок будет меняться. Самая ценная древесина снаружи бревна, к центру качество падает.
Лучшие ленточные модели
Рассмотрим несколько лучших моделей ленточных пилорам.
Тайга Т1
Модель отечественного производства. Один из самых дешевых вариантов в своем классе. Благодаря этому отлично подходит для бытового использования на приусадебном участке. Стоимость модели находится в диапазоне от 110 000 до 125 000 рублей. На вторичном рынке станок можно найти по более низкой цене – 55 000 – 75 000 рублей.
Отличительная особенность агрегата – низкий вес. Благодаря этому его легко можно перевозить с места на место. Также станок отличается низкими энергозатратами. Правда, это повлияло на производительность – она несколько ниже, чем у аналогов.
| Параметры станка | |
| Диаметр и длина обрабатываемого бревна | 650/6500 мм |
| Мощность электродвигателя | 7,5 КВт |
| Рабочий вольтаж | 380 В |
| Размер | 850х1420х1760 мм |
| Масса | 550 кг |
| Производительность | 8 м3 за смену |
| Управление рамкой | ручной |
 Кедр-М
Кедр-М
Относительно недорогая ленточная пилорама отечественного производства. По характеристикам близка к Тайга Т1, но имеет более высокую производительность – 10 м3 за смену. При этом у агрегата меньшие габариты.
Стоит Кедр М от 140 000 рублей. Это делает его менее доступным для тех, кто использует станок в личных целях. Тем не менее, модель остается очень привлекательной для небольших деревообрабатывающих предприятий с маленькими объемами производства.
| Параметры станка | |
| Диаметр и длина обрабатываемого бревна | 710/7650 мм |
| Мощность электродвигателя | 7,5 КВт |
| Рабочий вольтаж | 380 В |
| Размер | 765х1600х1400 мм |
| Масса | 600 кг |
| Производительность | 10 м3 за смену |
| Управление рамкой | Ручной |
 Алтай 700
Алтай 700
Производительная малогабаритная ленточная пилорама российского производства.
Отличительная особенность агрегата – возможность работы с самостоятельно изготовленными станинами. Благодаря этому можно регулировать длину обрабатываемой заготовки.
Новый станок стоит 160 000 – 170 000 рублей. На вторичном рынке агрегат можно найти за 100 000 – 120 000 рублей.
| Параметры станка | |
| Диаметр и длина обрабатываемого бревна | 700 мм/произвольная |
| Мощность электродвигателя | 7,5 КВт |
| Рабочий вольтаж | 380 В |
| Размер | 1150х1640х1300 мм |
| Масса | 650 кг |
| Производительность | 11 м3 за смену |
| Управление рамкой | Ручной |
Настройка ленточной пилорамы
Правильная работа устройства зависит от того насколько правильно настроены все узлы этого сложного устройства. Первое с чего необходимо начать настройку пилорамы выступает установка рельсового основания. Для нормальной безопасной работы необходимо установить пилораму строго горизонтально, чтобы не допустить перекоса станины во время работы или поломки механизмов фиксации бревна на раме.

Особенно важно установить горизонтально основание мобильной пилорамы, для облегчения этого процесса в комплект такой пилорамы входит несколько гидравлических уровней, показывающих положение частей оборудования относительно горизонтали и вертикали. Настройка ленточной пилорамы предусматривает также калибровку и отстройку приборов управления
Во время начала работы скорость подачи полотна пилы обычно снижается на ¼ это дает возможность прогреться металлу ленты. После 5-10 минут работы проводится проверка натяжения пилы и если она немного провисает, то натяжение увеличивают, после чего увеличивают и скорость подачи
Настройка ленточной пилорамы предусматривает также калибровку и отстройку приборов управления. Во время начала работы скорость подачи полотна пилы обычно снижается на ¼ это дает возможность прогреться металлу ленты. После 5-10 минут работы проводится проверка натяжения пилы и если она немного провисает, то натяжение увеличивают, после чего увеличивают и скорость подачи.









В зависимости от типа пильного полотна, способа заточки зубьев и их разводки делается выбор скорости подачи полотна. Чем мельче зуб, тем аккуратнее нужно выбрать скорость движения ленты и скорость подачи самой рамы.
В процессе работы согласно рекомендациям производителя оборудования делается периодическая калибровка вертикальной подачи ленты. Для этого делается контрольный пропил на бревне и проверяются показания градуированной линейки на корпусе пилорамы с фактическими показателями размеров пропила.

Для проверки правильности показаний приборов управления используется контрольно-измерительные приборы и специальная аппаратура, это касается, прежде всего, таких показателей как скорость вращения рабочего вала двигателя. При настройке делаются замеры скорости его вращения на минимальных оборотах, на средних и на максимальных оборотах, необходимых для работы агрегата.



