
Содержание
-
Слайд 1
Урок технологии в 6 классе
Тема урока: «Технология точения древесины на токарном станке» (2 этап)
Составил: учитель технологии высшей квалификационной категории Светлоярской СОШ №2
им. Ф. Ф. Плужникова Трофимов В. П.
-
Слайд 2
- Научить учащихся выбирать и крепить детали, определять диаметр заготовки, отбирать режущий инструмент для выполнения чернового и чистового точения с учетом свойств древесины.
- Контролировать качество обрабатываемой древесины.
-
Слайд 3
Задачи урока
Образовательные:
- Ознакомить учащихся с приемами работы на токарном станке по обработке древесины, подбору и креплению заготовки на станке, правильным отбором режущего инструмента для чернового и чистового точения.
- Формировать и развивать умения и навыки работы на токарном станке при точении заготовок.
- Ознакомить с правилами техники безопасности при работе на токарном станке по обработке древесины.
Развивающие:
- Способствовать развитию речи учащихся, умению правильно излагать названия деталей станка, инструментов и их назначения.
- Формировать и развивать познавательный интерес учащихся по изучению приемов работы на станке по точению деталей.
- Способствовать формированию и развитию самостоятельности учащихся при работе при токарном станке по дереву.
Воспитательные:
- Способствовать формированию и развитию нравственных, трудовых и эстетических качеств личности.
- Воспитание ответственности, бережного отношения к оборудованию и инструментам.
-
Слайд 4
- Опора для шпинделя.
- Вращающийся вал с устройством для закрепления заготовки.
- Часть станка, поддерживающая заготовку.
- Точение вдоль оси вращения заготовки.
- Перемещение стамески перпендикулярно оси вращения заготовки.
- Обработка снятием стружек, поверхности тел вращения.
- Вращательное движение заготовки.
-
Слайд 5
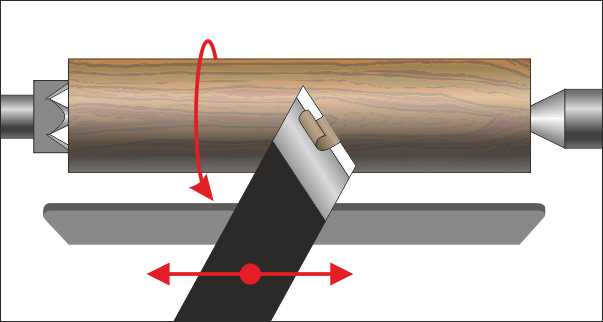
При точении на токарном станке процесс резания заключается в снятии поверхностного слоя обрабатываемой заготовки в виде стружки. При этом заготовка вращается, а стамеска перемещается относительно заготовки.
-
Слайд 6
Отрезка по длине с учетом припусков на обработку.Осмотр состояния древесины (влажность, пороки).Разметка центров вращения и подготовка заготовки для точения на токарном станке.
-
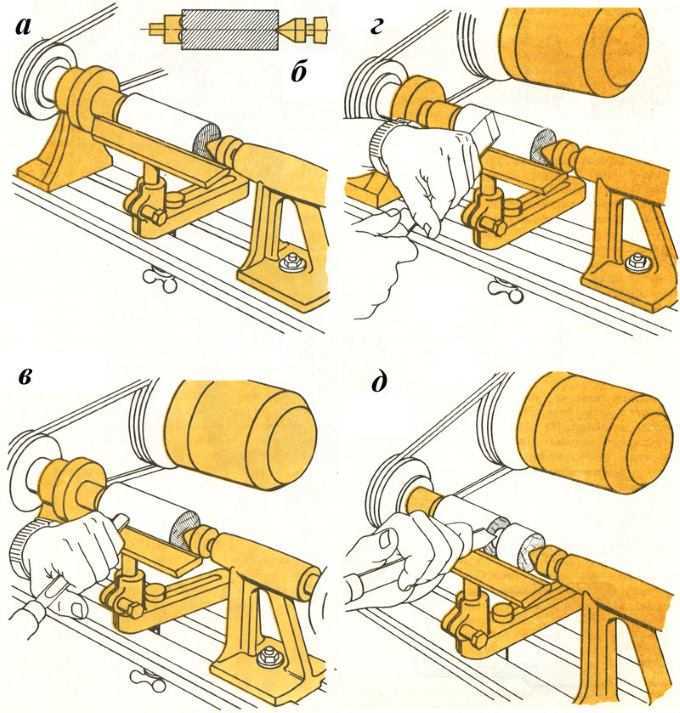
Слайд 7
- а – в патроне
- б – трезубцем с поджатым центром задней бабки
- На планшайбе
-
Слайд 8
Виды стамесок
Посмотрите какие бывают виды стамесок:
а – желобчатая полукруглая выпуклая; лезвие полоской косой токарной стамески
б – желобчатая полукруглая вогнутая;
в – плоская косая.
1. Передняя поверхность
2. Носок
3. Режущая кромка
4. Пятка
-
Слайд 9
Заточка лезвия стамески
Переднюю и заднюю поверхности затачивают на наждачном круге:
а – заточка плоской стамески правка и доводка лезвия стамески на
б – заточка полукруглой стамески наждачном бруске
-
Слайд 10
-
Слайд 11
-
Слайд 12
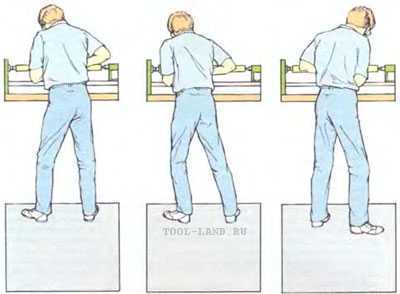
Подручник устанавливается с зазором 2…3 мм от обрабатываемой детали и выше оси центров на 2…3 мм.
-
Слайд 13
Черновое (грубое) точение выполняют полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и его серединой снимают стружку. Затем плавно перемещают стамеску влево или вправо. Для чистового точения заготовки оставляют припуск 2…3 мм на обработку до нужного диаметра детали.
-
-
Слайд 14
Для контроля размеров детали при точении используют кронциркуль и штангенциркуль.
-
Слайд 15
Выполнять чистовое точение косой стамеской учащимся запрещается. Нельзя допускать врезание острого угла стамески в заготовку – это может привести к выбросу стамески и травматизму.
-
Слайд 16
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь.
-
Слайд 17
После точения деталь обрабатывают шлифовальной колодкой или бруском из более твердой древесины.
-
Слайд 18
После остановки станка снимают заготовку, пилой с мелкими зубьями отрезают шейки и торцы, зачищают их напильником или шлифовальной шкуркой.
-
Слайд 19
-
Слайд 20
-
Слайд 21
- Анализ самостоятельной работы учащихся;
- Разбор типичных ошибок учащихся;
- Обсуждение причин, допущенных ошибок и способов их устранения;
- Сообщение учащимся о достижении целей занятия, показ и характеристика лучших деталей;
- Объективная оценка работы каждого учащегося;
- Домашнее задание:
- Изучить содержание учебника «Технология» §11; стр. 46-54, ответить на вопросы стр. 54 учебника.
-
Слайд 22
Используемые ресурсы:
Учебник «Технология» В. Д. Симоненко; 4-е изд. М.; Вентана-Граф, 2013
Лабораторно-практические работы по техническому труду; В. А. Перов; М. «Просвещение», 1983
Учебные задания по труду Н. Ф. Якубин, М. «Просвещение» 1991
Столярное дело, Б. А. Журавлев, М. «Просвещение» 1998








Посмотреть все слайды
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.







Револьверно-автоматные резцы

Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента
В связи с этим важно учитывать значение габаритных размеров.
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.
Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
рашпилей или напильников. Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние
Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы;
стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских;
автомобильных рессор
Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.

После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.

Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
Обзор популярных типов планшайб
На современном рынке представлены детали различных типов. Из наиболее часто применяющихся в производстве можно выделить группы:
- гладкие;
- шайбы, оснащенные поводком;
- с простыми резьбовыми отверстиями;
- с пазами, круговыми или радиальными отверстиями.
Независимо от типа ко всем изделиям из стали применяются требования ГОСТ 4082-69. Чугунные более предпочтительны, поскольку имеют сравнительно низкие цены и не очень чувствительны к скачкам температур.
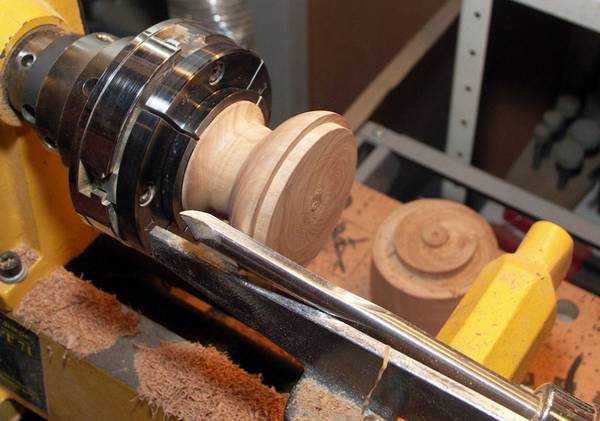
Чаще всего на производстве крепление заготовки в токарный станок осуществляется либо в патрон, либо в планшайбу гладкого типа. Последняя используется при точении детали в форме ступенчатого или простого кольца. При этом выполняется центровка посредством размещенного на фланце опоясывающего конструктивного элемента.
Надежная фиксация в станке и неподвижность самой детали обеспечивается через зажим в центре или при помощи прихватов. Как правило, они выполнены очень просто и состоят из пары шайб, гайки и винта, позволяющих закрепить заготовку без особого труда.
В том случае, если устанавливаемую в токарный станок заготовку нужно зафиксировать стойками или уголками, но кроме гладкой планшайбы ничего нет, то после центровки эти элементы монтируются прямо на ней.
Чтобы шпиндель работал долго и безотказно, очень важно каждый раз проводить качественное центрирование шайбы. Планшайбы с поводком
Планшайбы с поводком
Поводковые или, как их еще называют, зубчатые изделия имеют ряд важных конструктивных особенностей. В их корпусе имеются два параллельно расположенных профильных паза Т-образной формы. В одном из них находится поводок, а в другом фиксирующие зажимные элементы.










В самих зажимах, настраиваемых специально предусмотренными винтами, тоже имеются соответствующие углубления, в которых размещаются кулачки. С помощью последних непосредственно осуществляется фиксация детали перед обработкой на станке. Они двигаются в пазах свободно, благодаря чему их можно регулировать на поверхности самой заготовки.
С применением данного типа планшайб станок также настраивается очень легко. Сначала строго по центру осуществляется установка заготовки. Затем каждый из зажимных элементов, находящихся с разных сторон, плотно притягивается к ней. Для этого поочередно закручиваются все винты. Кулачки при этом располагаются на поверхности детали с целью лучше осуществить ее захват.
Помимо всего вышеперечисленного, надежность крепления заготовки дополнительно обеспечивают находящиеся на зажимах пазы Т-образной формы. Благодаря такой конструкции удается производить обработку на станке даже сложных изделий, состоящих из нескольких ступеней.
Планшайбы с резьбовыми отверстиями
Данный тип шайб отличается от остальных наличием в центре специального отверстия под резьбовое соединение ее непосредственно на шпиндель станка. Крепление осуществляется без использования фланца.
На таких деталях, как правило, есть три отверстия, в которые вкручиваются специальные кулачки или прихваты, служащие для фиксации форм небольших размеров.
Планшайбы с круговыми или радиальными пазами
Назначение токарных резцов и их виды
Токарные резцы по дереву – предназначенные для ручной обработки вращающейся в станке детали.
Они состоят из двух основных частей: рабочей (металлической) и ручки (обычно деревянной).
В свою очередь, рабочую часть можно условно разделить на:
- режущую (лезвие) – это та часть, которая затачивается и вступает во взаимодействие с заготовкой;
- тело – основная часть, за которую токарь удерживает резец «нерабочей» рукой на подлокотнике станка;
- хвостовик – зауженная часть, в которую плавно переходит тело. Хвостовик предназначен для крепления на нём ручки.
Ручку можно условно разделить на две части:
- основа – это большая часть, которую токарь держит в «рабочей» руке;
- шейка – маленькая цилиндрическая часть с металлическим крепёжным кольцом, которое предотвращает растрескивание ручки при набивании её на хвостовик рабочей части.
Виды токарных резцов
В зависимости от вида выполняемой работы, токарные резцы по дереву имеют различную конфигурацию, чем сложнее изделие, тем изощрённей будет и их конструкция, которая будет определять специфическую заточку лезвия. У каждого мастера могут быть свои особенные, эксклюзивные, узкоспециальные токарные инструменты, предназначенные для выполнения какой-то особенной работы. Поэтому изучать конструкцию каждого отдельного резца нет никакой необходимости.
Для успешной работы начинающего токаря достаточно будет двух видов: рейера и мейселя.
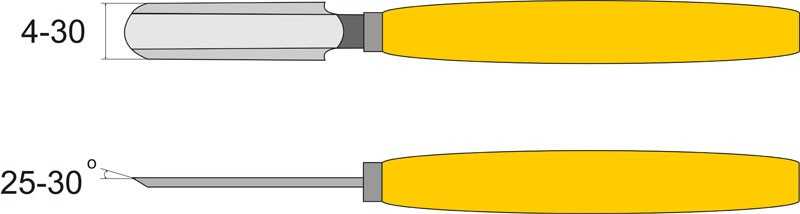
Рейер – предназначен для грубой, черновой, первоначальной обработки заготовки. Конструктивной особенностью такого вида является лезвие по форме напоминающее полукруг. Изготавливается он из толстой пластины или из желобка полукруглого сечения. С помощью рейера деревянной заготовке придают приблизительные очертания будущего изделия.
Рейер
Мейсель – для чистовой обработки заготовки, придания ей окончательной формы. Также, с его помощью можно производить отрезание изделия от остатков заготовки. По форме мейсель напоминает нож-косяк (пластина с косым лезвием, заточенная с двух сторон под одинаковым углом).
Мейсель
С помощью рейера и мейселя можно легко выполнять токарные работы средней сложности. Обрабатывая заготовку по внешней поверхности. В некоторых случаях возможна работа с внутренними поверхностями детали.
Все остальные токарные резцы по дереву можно отнести к группе фасонных. Среди них наиболее популярными являются такие виды:
- стамеска-скребок – для выравнивания цилиндрической поверхности заготовки. Напоминает по форме прямую стамеску с односторонней заточкой;
- гребёнка – предназначена для выполнения резьбы и нанесения декоративных канавок и рисок;
- крючок – для вытачивания в заготовке полостей;
- кольцо – имеет то же предназначение, что и крючок;
- для грубой обработки – имеет форму лезвия в виде треугольника. Предназначен для придания заготовке цилиндрической формы. Такой вид наиболее безопасный из всех остальных благодаря малой площади соприкасания инструмента с заготовкой.
Инструменты для обработки древесины
Если рассматривать в общем, то доступные сегодня приспособления, которые позволяют работать с деревянными поверхностями, объединяют в общую группу, именуемую резцами. В этот список принято включать режущие лезвия, пилы, топоры, стамески, специальные рубанки и пр. Особенностью любого из этих инструментов является его назначение: все они рассчитаны на выполнение особого вида обработки деревянного изделия. Решая вопрос с инструментом для работы, краснодеревщик исходит в первую очередь из своих запросов и вкусов. В том случае, если человек только делает первые шаги в этом деле и знакомится с основами обработки дерева, то ему будут полезны рекомендации опытных мастеров.
Заточка резцов по дереву для токарного станка
Качество обрабатываемой заготовки во многом зависит от правильной заточки, а именно от геометрии токарного резца. Угол заточки подбирается каждым мастером индивидуально в зависимости от собственных навыков, твердости древесины, качества рабочего инструмента, окончательного желательного вида обрабатываемой поверхности.
Для начинающего мастера угол заточки стамески и мейсера должен быть равен 40 градусам относительно рабочей поверхности и по отношению каждой из сторон лезвия. Для рейера это значение составляет 50-60 градусов. С повышением уровня мастерства угол затачивания может уменьшиться до 20-35. Процесс затачивания осуществляется на специальном станке для заточки токарных резцов, который оснащен набором кругов различной зернистости и бархатным бруском для ручной правки лезвия.
Полезный совет! В наборе инструментов токаря должны присутствовать резцы одного типа единого размера, имеющие различные углы заточки. Это значительно ускорит работу специалиста и продлит срок эксплуатации изделий, поскольку не будет возникать необходимость в постоянном перезатачивании лезвия, исходя из вида обрабатываемой заготовки.

Перед тем как затачивать резец, нужно правильно его зафиксировать в оправке
Инструмент с более тупым углом затачивания используется для грубой обработки и заготовок из твердых пород дерева. Режущий инструмент с более острыми углами позволяет более качественно обрабатывать поверхность заготовки. Он используется для ускорения процесса точения. Однако в этом случае возрастает вероятность повреждения лезвия и скола заготовки. К тому же правка и заточка резцов по дереву с острыми углами будет выполняться чаще, чем элементов с тупыми углами.








Примерный угол затачивания лезвия формируется на стадии изготовления токарных резцов до начала процесса закаливания. После окончания термической обработки затачивание осуществляется при помощи абразивного круга и завершается на бархатном бруске ручной доводкой.
Чтобы предупредить появление на точеных деталях задиров и сколов, важно использовать правильно заточенные резцы
Тонкости выбора
Если работа с деревом – лишь приятное хобби и в вашем распоряжении нет целой мастерской с полным арсеналом всех инструментов, то выбор станка критически важен
Есть ряд параметров, обратив внимание на которые, вероятность неудачного выбора снизится в разы
На что следует обратить внимание при выборе
Чаще всего для удовлетворения творческого зуда приобретаются весьма компактные устройства настольные токарные станки. Конечно, по точности и мощности двигателя они не сравнятся с мощными промышленными аналогами, зато цена таких устройств приемлемая.
При выборе внимание стоит обратить на такие параметры станка как:
максимально допустимые габариты обрабатываемой заготовки. В документации на станок обязательно указывается диаметр обточки (максимальный размер заготовки в поперечном направлении) и длина станины (предельно допустимая длина заготовки);
- мощность – грубо говоря, чем устройство мощнее, тем лучше, но с ростом мощности растут и габариты станка. Так что нужно найти золотую середину;
- материал, из которого изготовлена станина, а также материал рамы. С точки зрения устойчивости оптимальными можно считать модели с рамой из стали и станиной из чугуна. Правда, вес таких станков довольно велик, так что если планируется его частое перебазирование, то лучше выбрать более легкую модель;
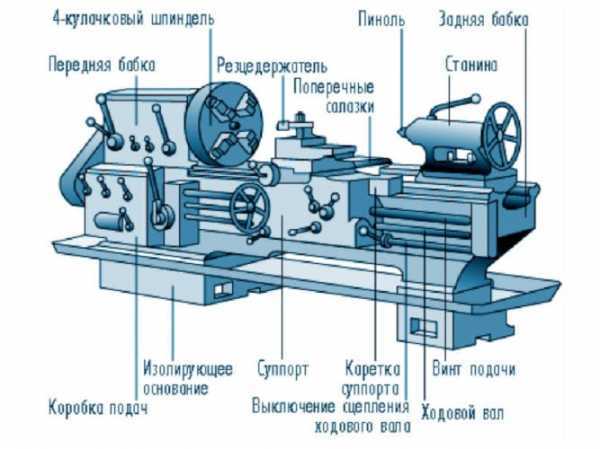
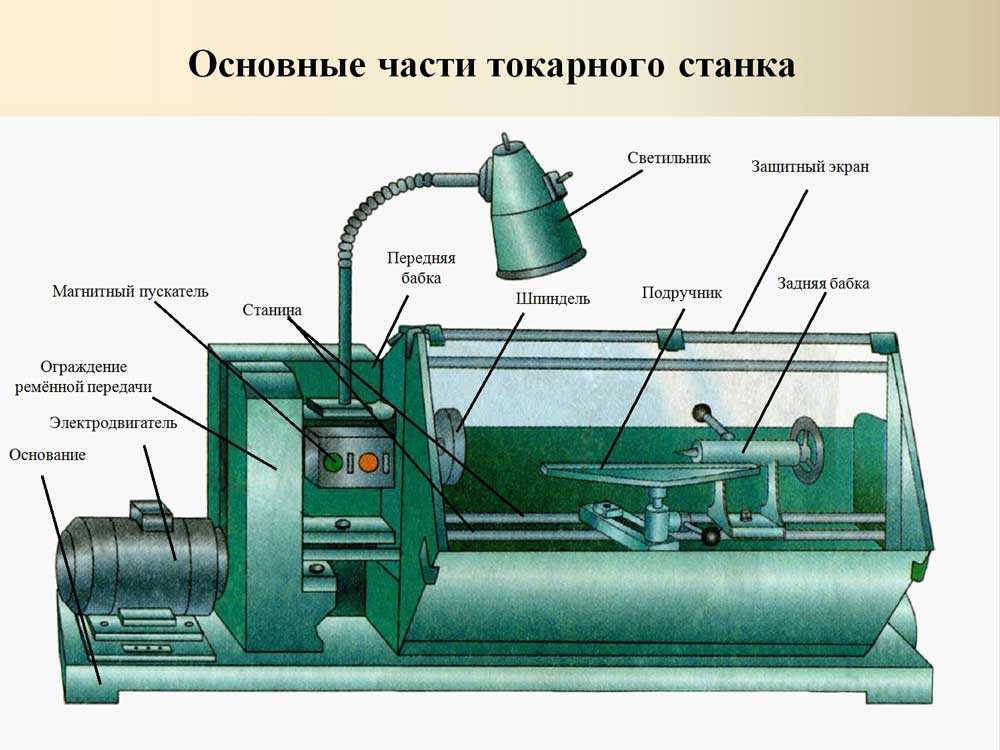
Что касается устройства, то ключевыми элементами токарного станка можно назвать:
- держатель резца – позволяет надежно зафиксировать резец и во время работы перемещать его в 2 направлениях (вдоль заготовки и в поперечном направлении);
- передняя бабка – в обычных станках она расположена слева (если токарь правша). В ее состав входят такие элементы как приводной механизм и шпиндель, центр которого при работе вращается, заставляя вращаться и заготовку.
Какие понадобятся резцы
Даже для того, чтобы изготовить такой простой элемент как точеные ножки для стола из дерева понадобится несколько разных типов резцов.
Желательно, чтобы в арсенале токаря-любителя были:
полукруглые резцы – они понадобятся для обработки начерно, например, для того, чтобы заготовку в виде параллелепипеда превратить в цилиндрическую. Также полукруглые резцы могут использоваться и для чистовой обработки, резцы небольшой ширины (не более 20 мм) могут использоваться для создания декоративных канавок в заготовке, а широкие модели (до 50 мм) используются для обработки крупных вогнутых поверхностей;
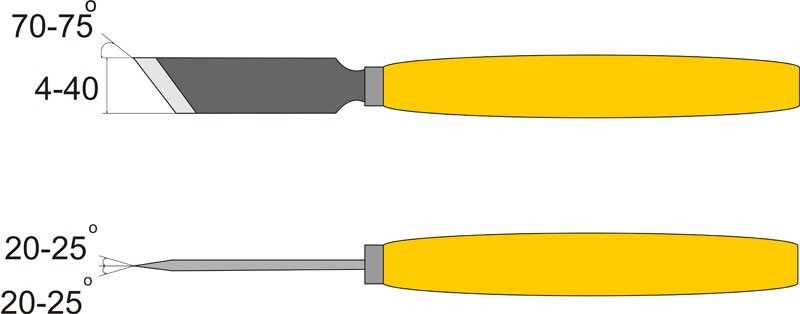
- плоский резец может использоваться для снятия фаски, обработки закруглений. Режущая часть имеет 2-стороннюю заточку, образует с боковой гранью угол до 70ᵒ;
- для обработки внутренних поверхностей (такие изделия как точеные вазы из дерева без этого изготовить невозможно) понадобятся фасонные резцы;
- также могут применяться резцы в виде крючков.
Если же подходящего резца нет под рукой, его всегда можно изготовить самостоятельно из старого напильника или . Ошибка в пару градусов при заточке серьезно на результате работы не скажется.
Иногда приходится вручную дорабатывать покупные резцы. Например, когда необходимо сделать прорезь в заготовке, то при использовании обычного резца боковые внутренние части получаются довольно грубыми. Исправить это можно довольно просто – достаточно просто сделать заточку по бокам резца.
Изготовление своими руками
При изготовлении этих инструментов не обойтись без электрического заточного станка (электроточила) с комплектом абразивных кругов разной зернистости. В большинстве операций его может с успехом заменить болгарка с отрезными и шлифовальными дисками.
Лезвие резца по дереву
Для изготовления лезвия инструмента подойдут любые отслужившие свой век изделия из высококачественной стали – рессоры, сверла, скальпели, рашпили и даже кольца подшипников.
Для ножей самым простым выбором является полотно для ножовки по металлу. Изготовление заключается в нарезании его на отрезки требуемой длины, формировании нужной формы лезвия и заточки.
Лучший вариант для стамесок – диск циркулярной пилы, толщина которого очень хорошо подходит для этой цели. Углеродистая сталь, из которой она изготовлена, долго держит заточку даже при обработке твердых пород дерева. Отрезание полос нужного размера и их вытачивание для получения необходимой формы лезвия выполняется с помощью болгарки или абразивного диска электроточила.
Для полукруглой стамески отлично подойдет старый пробойник – он уже имеет нужную форму. Достаточно только срезать с него лишний металл и заточить.
При интенсивном обтачивании металл нагревается, что вызывает отпуск, делающий его более мягким, неспособным долго сохранять заточку. Поэтому после придания лезвию нужной формы и заточки требуется закалка. Для этого нужно нагреть режущую часть при помощи газовой или керосиновой горелки до малинового цвета и опустить в емкость с машинным маслом.
Рукоятка
В качестве материала для рукоятки наиболее подходящим деревом считается дуб. Ну а где он не растет, его вполне успешно заменит береза, которая, будучи обожженной до черноты газовой горелкой и отшлифованная, не требует никакого покрытия и очень комфортна для работы.
Для ножей по дереву рукоятку можно сделать следующим способом:
- выпилить два бруска длиной около 12 сантиметров и сечением 12х22 миллиметра;
- приложив хвостовик лезвия к бруску, обвести его карандашом;
- стамеской выбрать древесину на глубину толщины лезвия;
- нанести на поверхности брусков столярный клей (можно ПВА или ЭДП), соединить конструкцию и стянуть ее струбцинами или зажать в тисках;
- после высыхания клея обстругать рукоятку или обточить на электроточиле и ошкурить.









Для стамесок рукоятку можно выточить на токарном станке или выстрогать из целого бруска. Затем просверлить отверстие по размеру хвостовика и, предварительно надев на рукоятку обжимное кольцо, предохраняющее дерево от раскалывания, аккуратно насадить ее на лезвие.
Заточка резцов по дереву
Завершающим этапом изготовления резцов по дереву является формирование режущей части и заточка. Основную часть металла с режущей кромки можно убрать на абразивном круге электроточила или заточным диском болгарки.
Углы заточки фасок всех видов резцов примерно одинаковые и лежат в диапазоне 18-25°, а длина острой части составляет порядка 20-35 мм, в зависимости от общей длины резца. В процессе обработки необходимо обязательное постоянное охлаждение лезвия в емкости с водой.
Дальнейшая работа выполняется вручную в следующей последовательности:
- заточка на наждачном бруске, который рекомендуется периодически смачивать водой;
- заточка на более тонком бруске или на шкурке-нулевке, положенной на твердую, ровную подложку;
- завершающая правка и полировка режущей кромки на кожаном ремне, натертом пастой ГОИ.
В процессе эксплуатации режущего инструмента его лезвие неизбежно теряет свою остроту. Регулярная тщательная заточка резцов по дереву – необходимое условие для комфортной работы резчика и высокого качества резного изделия.
Как сделать своими руками резцы по дереву для токарного станка
Многие мастера предпочитают не приобретать резцы в магазине, а изготовить инструменты для резьбы по дереву своими руками. Изготовить мейсер и рейер несложно. Для этого можно воспользоваться отработанным материалом в виде напильников и рашпилов. Данные изделия имеют необходимые размеры, прочность, качество материала и марку стали. Для придания напильнику необходимой формы используется заточной станок. Затем на изделие набивается выточенная ручка, оснащенная крепежным кольцом.
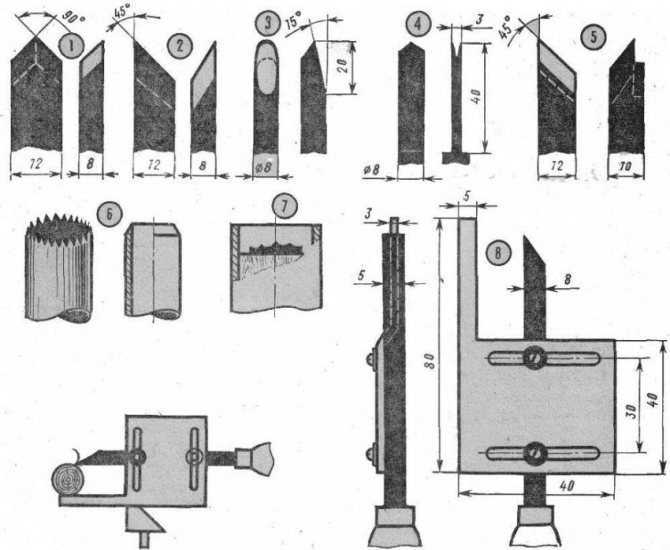
Самодельные токарные резцы по обработке древесины: 1 — для глубокой обработки, 2 — для чистой обработки, 3— фасонного точения, 6 —отрезной, 5— расточной, 6 — для точения шариков, 7— для торцевого фасонного точения, 8 — резец с ограничителем
Своими руками резцы по дереву можно сделать из автомобильных рессор или прутков арматуры. Эти материалы имеют необходимую твердость. Однако с данным инструментом необходимо быть предельно осторожным при дальнейшей его эксплуатации. Испытание следует проводить вначале на мягких породах древесины типа тополя или липы. Далее проводится визуальный осмотр инструмента на наличие трещин и сколов. Если они отсутствуют, тогда выполненные своими руками резцы по дереву для токарного станка можно использовать для твердых пород древесины.
При изготовлении инструмента для работы с деревом важно соблюдать определенные рекомендации. Выбор длины тела должен быть основан на возможности полноценного его захвата кистью руки, упора на подлокотник
Здесь также следует учитывать расстояние между подлокотником и заготовкой и запас на затачивание и износ. Оптимальной считается длина от 20 до 30 см. Длина хвостовика должна быть рассчитана таким образом, чтобы исключить вероятность его вырывания из рукоятки.

Каждый человек сможет изготовить самодельные резцы, которые станут незаменимым помощником для обработки поверхностей
Толщина рабочей части инструмента должна рассчитываться с учетом того, чтобы не допустить в процессе обтачивания заготовки его повреждения
Поэтому данное значение должно быть максимальным, что особенно важно для заготовок большого диаметра. Рукоятка резца должна быть не менее 25 см
Если это значение будет меньше, то при выполнении процесса точения инструмент будет тяжело держать в руках, что негативно повлияет на качество работы. Более подробно изучить процесс, как сделать резец по дереву своими руками можно на специализированных сайтах в сети интернет.
https://youtube.com/watch?v=_51wgZE_cDA



